I cavi di collegamento MPO non sono semplicemente cavi di collegamento in fibra ottica standard con un numero maggiore di fibre al loro interno. Un cavo affidabile Cavo in fibra MPO L'assemblaggio dipende dal ferrule MT, dall'allineamento delle fibre multiple, dalla corretta polarità, dalla lucidatura controllata e dal collaudo completo dei canali. Quando un connettore trasporta 8, 12, 16, 24 o più fibre, un piccolo difetto su un canale può compromettere l'intero connettore.
Nella produzione in fabbrica, un cavo di collegamento MPO segue un flusso di lavoro controllato che inizia con la verifica dei materiali e il taglio del cavo, per poi proseguire con l’assemblaggio delle ferrule MT, la lucidatura, l’ispezione 3D, i test IL/RL, l’etichettatura e l’imballaggio.

INDICE
Perché la produzione di cavi di collegamento MPO richiede una maggiore precisione
In un cavo di collegamento standard di tipo LC, SC o FC, una ferula di solito allinea una singola fibra. In un connettore MPO, una ferula MT contiene più fibre disposte in una configurazione precisa. Tutte le fibre devono essere inserite, saldate, lucidate e testate contemporaneamente. Il connettore deve inoltre presentare la corretta struttura maschio o femmina, la configurazione dei pin, la polarità di tipo A/B/C e una mappatura accurata delle fibre.
Se vuoi sapere come vengono prodotti i cavi di collegamento standard LC, SC o FC, puoi leggere la nostra guida su Processo standard di produzione dei cavi di collegamento in fibra ottica. La produzione di MPO segue alcuni principi simili, ma il processo è più delicato poiché ogni fase influisce contemporaneamente su più canali in fibra ottica.
Se l'ordine delle fibre viene invertito, il cavo finito potrebbe non superare la verifica della polarità. Se il volume della resina epossidica è irregolare, alcune fibre potrebbero presentare un incollaggio instabile o un'altezza diversa dopo la lucidatura. Se la pressione di lucidatura non viene controllata, la geometria del ferrule MT potrebbe non rientrare nell'intervallo richiesto.
Flusso di lavoro per la produzione di cavi di collegamento MPO
Un tipico processo di produzione di cavi assemblati MPO comprende dodici fasi principali:
- Conferma del materiale e dell'ordine di lavoro
- taglio del cavo
- preassemblaggio dei componenti e spellatura dei cavi
- disposizione delle fibre
- rimozione del rivestimento in fibra e pulizia con alcool
- Installazione del perno e del manicotto MT
- erogazione e polimerizzazione della resina epossidica
- lucidatura della superficie frontale in più fasi
- Prove e ispezioni 3D
- gruppo alloggiamento connettore
- Prove di perdita di inserzione e di perdita di ritorno
- etichettatura e confezionamento.
Processo di produzione passo dopo passo dei cavi di collegamento MPO
1. Conferma del materiale e dell'ordine di lavoro
La produzione ha inizio con l'ordine di lavoro. Prima di tagliare il cavo o preparare i componenti dei connettori, lo stabilimento verifica il numero di fibre, il tipo di fibra, la lunghezza del cavo, il genere del connettore, la polarità, il tipo di estremità, i requisiti di etichettatura, il metodo di imballaggio e lo standard di collaudo. Questa fase è importante perché cavi MPO dall'aspetto simile possono presentare una diversa configurazione interna delle fibre.
2. Taglio dei cavi

Il cavo viene tagliato dalla bobina originale in base alla lunghezza richiesta. Per i cavi trunk MPO, i cavi di derivazione e i cavi di cablaggio, il processo di taglio deve inoltre prevedere una lunghezza sufficiente per la spellatura, l’assemblaggio e l’installazione dei connettori. Un taglio accurato garantisce l’uniformità del lotto finito.
3. Preassemblaggio dei componenti e spellatura dei cavi

Prima della preparazione della fibra, i componenti del connettore vengono posizionati sul cavo nell’ordine corretto, tra cui il cappuccio protettivo, la fascetta di crimpatura, il fermo a molla, i componenti di scarico della trazione e altri accessori del connettore MPO. La sequenza è importante perché alcuni componenti non possono essere aggiunti dopo l’installazione della ferula. La guaina del cavo viene quindi spellata con cura per esporre le fibre interne senza danneggiare il rivestimento né creare tensioni in prossimità del corpo del connettore.
4. Disposizione delle fibre

I cavi MPO sono assemblaggi multifibra, pertanto le fibre devono essere disposte nell’ordine corretto prima di essere inserite nel ferrule MT. La disposizione segue l’ordine di lavoro e la polarità richiesta, ad esempio Tipo A, Tipo B o Tipo C. Durante questa fase, i tecnici mantengono la fila di fibre pulita e stabile per evitare incroci, attorcigliamenti o mappature errate.
5. Rimozione del rivestimento in fibra e pulizia con alcool
Una volta completata la preparazione, il rivestimento viene rimosso dalla sezione che verrà inserita nel ferrule MT. Le fibre nude vengono pulite con alcol per rimuovere residui di rivestimento, polvere e contaminazioni. Una manipolazione accurata in questa fase riduce i problemi di incollaggio, i difetti delle estremità, la perdita ottica e la necessità di rilavorazioni.
6. Installazione dei perni e dei manicotti MT
Il ferrule MT è la parte centrale di un connettore MPO. Presenta diversi fori di precisione destinati alla matrice di fibre. Nei connettori MPO maschi, i perni di guida facilitano l’allineamento con un connettore femmina. Nei connettori MPO femmina, invece, la ferula è priva di perni. Una configurazione errata del genere o dei perni può causare incompatibilità con pannelli, cassette, ricetrasmettitori o cavi di accoppiamento.
7. Erogazione della resina epossidica, ricarica della colla e polimerizzazione

La resina epossidica viene erogata nel ferrule MT per incollare le fibre. La quantità deve essere controllata con attenzione: una quantità insufficiente di resina epossidica può causare un incollaggio debole, mentre una quantità eccessiva può fuoriuscire e compromettere la lucidatura. Dopo l'inserimento delle fibre, è possibile effettuare un rabbocco di colla per garantire il sostegno interno.
La ferula viene quindi sottoposta a polimerizzazione in condizioni controllate. La temperatura e il tempo di polimerizzazione devono essere costanti affinché la resina epossidica si indurisca senza formare bolle, senza incollaggi irregolari e senza esercitare sollecitazioni sulle fibre. Poiché tutte le fibre condividono un’unica ferula MT, il malfunzionamento di un solo canale può richiedere la rilavorazione dell’intera ferula.
8. Lucidatura in più fasi della superficie frontale del ferrule
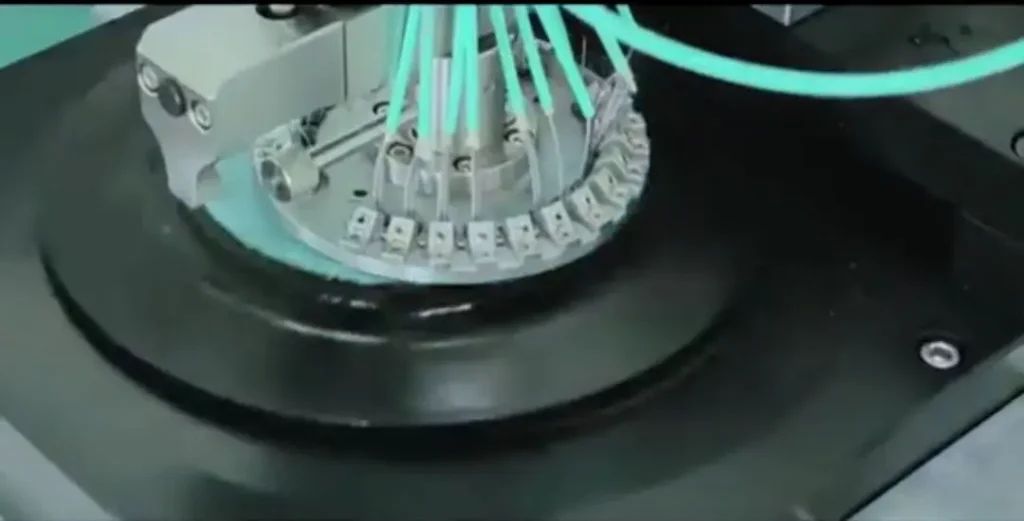
La lucidatura dei connettori MPO è più complessa rispetto a quella dei connettori a fibra singola, poiché tutte le fibre vengono lucidate contemporaneamente su un’unica superficie della ferula MT. Il processo prevede normalmente la rimozione della resina epossidica, la lucidatura grossolana, quella fine e quella finale, utilizzando pellicole, dispositivi di fissaggio, pressione e tempi adeguati. Una lucidatura non uniforme può causare graffi, cavità, altezza della fibra insufficiente, elevata perdita di inserzione, scarsa perdita di ritorno o il mancato superamento dell’ispezione della faccia terminale.
9. Test 3D, ispezione delle facce terminali e verifica della polarità


Dopo la lucidatura, il connettore viene sottoposto a ispezione prima dell’assemblaggio finale dell’alloggiamento. È possibile utilizzare un interferometro 3D per verificare la geometria della ferula, tra cui l’altezza della fibra, l’angolo della faccia terminale, lo scostamento dell’apice, la sporgenza o il sottosquadro del nucleo e l’uniformità complessiva della faccia terminale. Queste misurazioni aiutano a confermare se la ferula MT sia in grado di garantire un contatto fisico stabile durante l’accoppiamento.
I tecnici ispezionano inoltre la faccia terminale al microscopio per verificare la presenza di graffi, cavità, residui di resina epossidica, scheggiature, polvere e contaminazioni. L’ispezione della faccia terminale viene comunemente valutata in riferimento alla norma IEC 61300-3-35, mentre la geometria del ferrule può essere verificata in base ai requisiti applicabili della serie IEC 61755 e alle specifiche del cliente. La verifica della polarità conferma la mappatura delle fibre e l’orientamento del connettore prima dell’assemblaggio finale.
10. Gruppo alloggiamento connettore MPO

Solo i connettori che superano il controllo di qualità passano alla fase di assemblaggio dell'alloggiamento. In questa fase vengono montati l'alloggiamento esterno, il fermo, il manicotto push-pull, la struttura a molla e le relative parti meccaniche. Un assemblaggio errato dell'alloggiamento può causare un accoppiamento non corretto, un funzionamento insufficiente del fermo, un accoppiamento instabile o un orientamento errato della polarità.
11. Prove di perdita di inserzione e perdita di ritorno
Il cavo di collegamento MPO finito viene sottoposto a test di perdita di inserzione e perdita di ritorno in base ai limiti definiti dal cliente e ai metodi di prova comunemente citati della serie IEC 61300. È necessario eseguire test multicanale poiché ogni canale in fibra deve soddisfare le specifiche. Se un canale presenta un'elevata perdita di inserzione o una perdita di ritorno instabile, potrebbe essere necessario pulire, ricontrollare, ripulire o rielaborare il connettore.
12. Etichettatura e confezionamento
Al termine dei test, il cavo viene etichettato e imballato in base all'ordine di lavoro. Le etichette possono riportare la polarità, la lunghezza, il numero di fibre, il tipo di connettore, le informazioni sul lotto, il codice articolo del cliente o il marchio OEM. L'imballaggio protettivo mantiene pulita la faccia terminale durante lo stoccaggio e il trasporto.
Punti di controllo qualità nella produzione di cavi di collegamento MPO
| Processo | Rischio principale | Controllo di fabbrica |
|---|---|---|
| Conferma dell'ordine di lavoro | Numero di fibre, polarità, tipo o etichetta errati | Verificare le specifiche prima della produzione e conservare la documentazione relativa ai lotti |
| Disposizione delle fibre | Mappatura delle fibre errata o polarità errata | Disporre le fibre in base al tipo A/B/C e verificare prima dell'assemblaggio finale |
| Resina epossidica e polimerizzazione | Legame debole, bolle, altezza delle fibre non uniforme | Controllare il volume della resina epossidica, lo stato di riempimento, il tempo di indurimento e la temperatura |
| Lucidatura | Graffi, ammaccature, geometria difettosa, perdite elevate | Utilizzare pellicole di lucidatura controllate, regolare la pressione dei dispositivi di fissaggio ed effettuare ispezioni |
| Ispezione 3D e delle facce terminali | Difetto geometrico o contaminazione | Verificare la geometria della ghiera, la pulizia della superficie terminale e la presenza di difetti visibili |
| Test IL/RL | Uno o più canali non funzionanti | Verificare tutti i canali e redigere rapporti sulle prestazioni quando necessario |
| Etichettatura e confezionamento | Problemi di installazione o contaminazione delle estremità | Applicare etichette, cappucci antipolvere e imballaggi protettivi adeguati |
Difetti di produzione comuni negli MPO e come le fabbriche li prevengono
Un’elevata perdita di inserzione è spesso correlata a una lucidatura inadeguata, alla presenza di contaminanti, a danni alla fibra, a un accoppiamento errato o a un’altezza instabile della fibra. Una perdita di ritorno elevata può essere causata da problemi di geometria della faccia terminale, da un disallineamento tra APC e UPC, da un contatto inadeguato o da graffi. Una polarità errata deriva solitamente da una disposizione errata delle fibre, da un orientamento errato della chiave o da una discrepanza tra l’ordine di lavoro e l’assemblaggio effettivo. Ecco perché il controllo qualità MPO dovrebbe comprendere l’assemblaggio meccanico, la geometria della ferula, la pulizia della faccia terminale, la polarità e le prestazioni ottiche nel loro insieme.
Standard di settore comunemente utilizzati nei test MPO
I cavi di collegamento MPO possono essere sottoposti a collaudo in base alle esigenze del cliente e agli standard di settore comunemente utilizzati come riferimento.
Per quanto riguarda l’interfaccia del connettore e la compatibilità meccanica, la progettazione dei connettori MPO fa comunemente riferimento alla norma IEC 61754-7. Per l’ispezione visiva delle facce terminali, i produttori fanno spesso riferimento alla norma IEC 61300-3-35. Per quanto riguarda la geometria della ferula e i requisiti dell’interfaccia ottica, si fa comunemente riferimento alla serie di norme IEC 61755. Le prove di perdita di inserzione e di perdita di ritorno possono essere eseguite secondo i metodi applicabili della serie IEC 61300, quali la norma IEC 61300-3-4 per l’attenuazione e la norma IEC 61300-3-6 per la perdita di ritorno. L’affidabilità dei connettori multifibra può essere valutata anche facendo riferimento alla norma Telcordia GR-1435 e ai requisiti specifici del progetto. Per il cablaggio strutturato e la pianificazione della polarità, è rilevante anche la famiglia di standard TIA-568 relativi al cablaggio in fibra ottica.
Questi riferimenti non devono sostituire le specifiche fornite dal cliente. Lo stabilimento deve confermare lo standard richiesto, il metodo di prova e il limite di accettazione prima di avviare la produzione in serie.
Cosa verificare nella scelta di un produttore di cavi patch MPO
Nel valutare un produttore di cavi di collegamento MPO, gli acquirenti dovrebbero andare oltre la foto del prodotto o la scheda tecnica di base. Uno stabilimento affidabile dovrebbe confermare la polarità, il tipo di connettore, il numero di fibre, il tipo di estremità, la lunghezza del cavo e l’etichettatura prima della produzione. Dovrebbe inoltre disporre di un processo controllato di assemblaggio dei ferrule MT, lucidatura in più fasi, capacità di ispezione 3D, ispezione delle facce terminali, test IL/RL e registrazioni sulla qualità dei lotti. Per gli acquirenti OEM e gli appaltatori di progetti, la domanda chiave è se il fornitore sia in grado di garantire la costanza degli ordini ripetuti e dei lotti all’ingrosso.
Domande frequenti
Come viene prodotto un cavo di collegamento MPO?
Un cavo di collegamento MPO viene prodotto attraverso le seguenti fasi: verifica dei materiali, taglio del cavo, preassemblaggio dei componenti, disposizione delle fibre, rimozione del rivestimento, installazione della ferula MT, erogazione e polimerizzazione della resina epossidica, lucidatura della ferula, ispezione 3D, ispezione delle estremità, verifica della polarità, assemblaggio dell’alloggiamento, test IL/RL, etichettatura e imballaggio.
Perché la produzione dei cavi di collegamento MPO è più complessa rispetto a quella dei cavi di collegamento standard?
I cavi di collegamento MPO utilizzano un ferrule MT che racchiude più fibre in un unico connettore. Tutte le fibre devono essere disposte, saldate, lucidate e testate insieme. Lo stabilimento di produzione deve inoltre verificare la polarità, il tipo di connettore, la configurazione dei pin e le prestazioni ottiche multicanale.
Qual è la fase più critica nella produzione dell'MPO?
La disposizione delle fibre, la polimerizzazione epossidica, la lucidatura, l’ispezione 3D e i test IL/RL sono i fattori che incidono maggiormente sulle prestazioni finali.
Perché è necessario verificare la polarità dell'MPO prima dell'assemblaggio finale?
La polarità determina se le fibre di trasmissione e ricezione sono collegate correttamente nella rete. Se la configurazione delle fibre è errata, il cavo potrebbe non funzionare anche se la perdita di inserzione è accettabile.
Quali test sono richiesti per i cavi di collegamento in fibra ottica MPO?
I test più comuni comprendono la perdita di inserzione, la perdita di ritorno, la verifica della polarità, l'ispezione delle facce terminali e i test con interferometro 3D. I limiti di accettazione devono essere conformi ai requisiti del cliente e alle norme applicabili.
Perché il malfunzionamento di un singolo canale in fibra ottica può causare il malfunzionamento dell'intero connettore MPO?
Tutte le fibre presenti in un connettore MPO condividono un unico ferrule MT. Se un canale presenta perdite elevate, una geometria non corretta, contaminazione o danni, potrebbe essere necessario ripulire, ripolire o riparare il connettore nel suo complesso.
È possibile personalizzare i cavi di collegamento MPO in base al numero di fibre, alla polarità e alla lunghezza del cavo?
Sì. I cavi di collegamento MPO possono essere personalizzati in base al numero di fibre, al tipo di fibra, al genere del connettore, alla polarità, al tipo di estremità, alla lunghezza del cavo, all'etichetta e alla confezione. Per i progetti relativi a data center, telecomunicazioni e cablaggi ad alta densità, è necessario confermare tali specifiche prima della fase di campionatura o della produzione in serie.
Conclusione
Il processo di produzione dei cavi di collegamento MPO richiede un controllo preciso, dalla revisione del primo ordine di lavoro fino al rapporto di collaudo finale e all'imballaggio. La qualità di un cavo MPO dipende dalla corretta disposizione delle fibre, dal fissaggio stabile della ferula MT, dalla lucidatura controllata, dall'ispezione delle estremità pulite, dalla verifica accurata della polarità e dai test IL/RL su tutti i canali.
Per i data center, le reti di telecomunicazioni, le infrastrutture di intelligenza artificiale e i sistemi di cablaggio ad alta densità, scegliere il produttore giusto contribuisce a ridurre gli errori di polarità, i problemi di perdita di inserzione, il rischio di contaminazione e le incongruenze tra i lotti. Se avete bisogno di cavi di collegamento in fibra ottica MPO personalizzati Per progetti su larga scala, forniture OEM o esigenze di cablaggio specifiche per un determinato progetto, YingFeng è in grado di soddisfare diverse esigenze relative al numero di fibre, ai tipi di polarità, ai tipi di connettori, alle lunghezze dei cavi, ai requisiti di collaudo, all'etichettatura e all'imballaggio.
Fonte
- IEC 61754-7, Dispositivi di interconnessione in fibra ottica e componenti passivi – Interfacce dei connettori in fibra ottica – Parte 7: Famiglia di connettori MPO.
- IEC 61300-3-35, Dispositivi di interconnessione in fibra ottica e componenti passivi – Procedure di base di prova e misurazione – Parte 3-35: Ispezione visiva dei connettori in fibra ottica e dei ricetrasmettitori con stub in fibra.
- Serie IEC 61755, Dispositivi di interconnessione in fibra ottica e componenti passivi – Interfacce ottiche dei connettori.
- IEC 61300-3-4, Dispositivi di interconnessione in fibra ottica e componenti passivi – Procedure di base di prova e misurazione – Parte 3-4: Attenuazione.
- IEC 61300-3-6, Dispositivi di interconnessione in fibra ottica e componenti passivi – Procedure di base di prova e misurazione – Parte 3-6: Perdita di ritorno.
- Telcordia GR-1435, Requisiti generali per i connettori ottici multifibra.
- TIA-568.3, Norma relativa al cablaggio in fibra ottica e ai relativi componenti.