كابلات التوصيل من نوع MPO ليست مجرد كابلات توصيل ألياف ضوئية قياسية تحتوي على عدد أكبر من الألياف في داخلها. إنها كابلات موثوقة كابل ألياف MPO يعتمد التجميع على حلقة التثبيت MT، ومحاذاة الألياف المتعددة، والقطبية الصحيحة، والتلميع المتحكم فيه، واختبار القنوات بالكامل. وعندما يحمل موصل واحد 8 أو 12 أو 16 أو 24 أليافًا أو أكثر، فإن أي عيب بسيط في إحدى القنوات يمكن أن يؤثر على الموصل بأكمله.
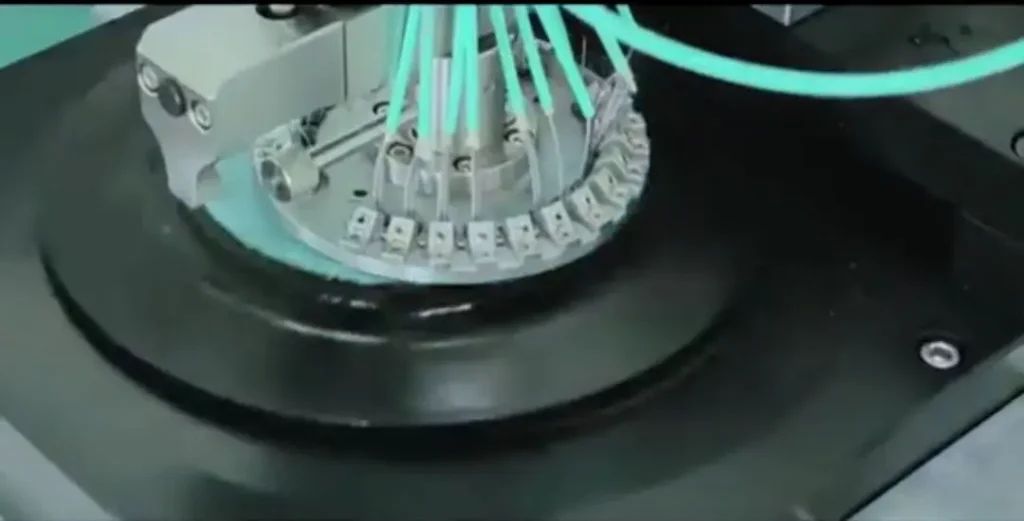
في عملية الإنتاج بالمصنع، يمر كبل التوصيل MPO بسلسلة عمليات خاضعة للرقابة تبدأ بالتحقق من المواد وقطع الكابل، ثم تستمر عبر تجميع حشية MT، والتلميع، والفحص ثلاثي الأبعاد، واختبار IL/RL، ووضع الملصقات، والتعبئة والتغليف.

جدول المحتويات
لماذا يتطلب تصنيع كابلات التوصيل MPO دقة أعلى
في كابل التوصيل القياسي من نوع LC أو SC أو FC، عادةً ما تقوم حلقة تثبيت واحدة بمحاذاة ليف واحد. أما في موصل MPO، فإن حلقة تثبيت MT واحدة تحمل عدة ألياف في تشكيلة دقيقة. ويجب إدخال جميع الألياف وربطها وصقلها واختبارها معًا. كما يحتاج الموصل إلى الهيكل الذكري أو الأنثوي الصحيح، وتكوين المسامير، وقطبية النوع A/B/C، وتخطيط دقيق للألياف.
إذا كنت تبحث عن كيفية تصنيع كابلات التوصيل القياسية من أنواع LC أو SC أو FC، فيمكنك قراءة دليلنا الخاص بـ عملية التصنيع القياسية لأسلاك التوصيل الضوئية. يتبع تصنيع MPO بعض المبادئ المماثلة، لكن العملية أكثر حساسية لأن كل خطوة تؤثر على قنوات ألياف متعددة في آن واحد.
في حالة عكس ترتيب الألياف، قد يفشل الكبل النهائي في اختبار التحقق من القطبية. وإذا كان حجم الإيبوكسي غير متساوٍ، فقد تعاني بعض الألياف من ارتباط غير مستقر أو اختلاف في ارتفاع الألياف بعد التلميع. وإذا لم يتم التحكم في ضغط التلميع، فقد تخرج هندسة حلقة التوصيل MT عن النطاق المطلوب.
سير عمل تصنيع كابلات التوصيل MPO
تتضمن العملية النموذجية لتصنيع مجموعات كابلات MPO اثنتي عشرة خطوة رئيسية:
- تأكيد المواد وأوامر العمل
- قطع الكابل
- التجميع المسبق للمكونات وتجريد الكابلات
- ترتيب الألياف
- إزالة طلاء الألياف والتنظيف بالكحول
- تركيب الدبوس وحلقة التثبيت MT
- توزيع الإيبوكسي وتصلبه
- تلميع الأسطح الطرفية متعدد الخطوات
- الاختبار والفحص ثلاثي الأبعاد
- مجموعة غلاف الموصل
- اختبار خسارة الإدخال وخسارة العودة
- وضع الملصقات والتعبئة.
عملية تصنيع كابلات التوصيل MPO خطوة بخطوة
1. تأكيد المواد وأوامر العمل
يبدأ الإنتاج بإصدار أمر العمل. وقبل قطع الكابل أو تجهيز أجزاء الموصل، يتحقق المصنع من عدد الألياف ونوعها وطول الكابل ونوع الموصل (ذكر/أنثى) والقطبية ونوع السطح الطرفي ومتطلبات الملصق وطريقة التعبئة ومعيار الاختبار. وتعد هذه الخطوة مهمة لأن كابلات MPO المتشابهة في المظهر قد تحتوي على توزيع مختلف للألياف في داخلها.
2. قطع الكابلات

يتم قطع الكابل من البكرة الأصلية وفقًا للطول المطلوب. وبالنسبة لكابلات MPO الرئيسية وكابلات التفرع وكابلات التوصيل، يجب أن تتيح عملية القطع أيضًا طولًا كافيًا لعملية إزالة العزل والتجميع وتركيب الموصلات. ويضمن القطع الدقيق اتساق الدفعة النهائية.
3. التجميع المسبق للمكونات وتجريد الكابلات

قبل تجهيز الألياف، تُوضع أجزاء الموصل على الكابل بالترتيب الصحيح، بما في ذلك غطاء الكابل، وشريط التجعيد، ودافع الزنبرك، وأجزاء تخفيف الشد، وغيرها من ملحقات موصل MPO. ويُعد الترتيب مهمًا لأن بعض الأجزاء لا يمكن إضافتها بعد تركيب الحلقة. ثم يتم نزع غلاف الكابل بعناية لكشف الألياف الداخلية دون إتلاف الطلاء أو إحداث إجهاد بالقرب من جسم الموصل.
4. ترتيب الألياف

كابلات MPO عبارة عن مجموعات متعددة الألياف، لذا يجب ترتيب الألياف بالترتيب الصحيح قبل إدخالها في حلقة التوصيل MT. ويتم الترتيب وفقًا لترتيب العمل والقطبية المطلوبة، مثل النوع A أو النوع B أو النوع C. وخلال هذه الخطوة، يحرص الفنيون على الحفاظ على صف الألياف نظيفًا وثابتًا لمنع تقاطعها أو التواءها أو التوصيل غير الصحيح.
5. إزالة طلاء الألياف والتنظيف بالكحول
بعد التجهيز، يتم إزالة الطلاء عن الجزء الذي سيدخل في حلقة التوصيل MT. ثم تُنظَّف الألياف المكشوفة بالكحول لإزالة بقايا الطلاء والغبار والشوائب. ويؤدي التعامل النظيف في هذه المرحلة إلى تقليل مشاكل الالتصاق وعيوب الأطراف والخسارة البصرية وإعادة العمل.
6. تركيب الدبوس وحلقة التوصيل MT
تُعد حلقة MT الجزء الأساسي في موصل MPO. وهي تحتوي على عدة فتحات دقيقة مخصصة لمصفوفة الألياف. أما بالنسبة لموصلات MPO الذكورية، فإن دبابيس التوجيه تساعد في محاذاة الموصل مع الموصل الأنثوي. أما بالنسبة لموصلات MPO الأنثوية، فإن الحلقة غير مزودة بدبابيس. وقد يؤدي الخطأ في تحديد النوع أو تكوين الدبابيس إلى عدم التوافق مع اللوحات أو الكاسيتات أو أجهزة الإرسال والاستقبال أو الكابلات المقترنة.
7. توزيع مادة الإيبوكسي، وإعادة تعبئة الغراء، والمعالجة

يتم ضخ مادة الإيبوكسي داخل حلقة التوصيل MT لربط الألياف. ويجب التحكم في الكمية بعناية: فقد يؤدي استخدام كمية قليلة جدًّا من الإيبوكسي إلى ضعف الترابط، في حين أن استخدام كمية زائدة قد يتسبب في تدفق المادة خارج الحلقة ويؤثر على عملية التلميع. وبعد إدخال الألياف، يمكن إعادة تعبئة المادة اللاصقة لضمان الدعم الداخلي.
ثم يتم معالجة الحلقة في ظروف خاضعة للرقابة. ويجب أن تكون درجة حرارة المعالجة ومدة المعالجة ثابتتين حتى يتصلب الإيبوكسي دون ظهور فقاعات أو التزامن غير المتساوي في الالتصاق أو إجهاد الألياف. ونظرًا لأن جميع الألياف تشترك في حلقة MT واحدة، فإن تعطل قناة واحدة قد يتطلب إعادة معالجة الحلقة بأكملها.
8. تلميع الأطراف الأمامية للطوق في خطوات متعددة
يعد تلميع موصلات MPO أكثر تعقيدًا من تلميع موصلات الألياف المفردة، لأن جميع الألياف يتم تلميعها معًا على سطح حلقة تثبيت MT واحدة. وتشمل العملية عادةً إزالة مادة الإيبوكسي، والتلميع الخشن، والتلميع الدقيق، والتلميع النهائي، باستخدام الأغشية والتركيبات والضغط والوقت المناسبين. قد يؤدي التلميع غير المتساوي إلى حدوث خدوش أو حفر أو ارتفاع غير مناسب للألياف أو خسارة إدخال عالية أو خسارة عودة سيئة أو فشل في فحص السطح النهائي.
9. الاختبار ثلاثي الأبعاد، وفحص الأطراف، والتحقق من القطبية


بعد عملية التلميع، يخضع الموصل لعملية فحص قبل التجميع النهائي للغلاف. ويمكن استخدام مقياس تداخل ثلاثي الأبعاد للتحقق من الشكل الهندسي للحلقة، بما في ذلك ارتفاع الألياف، وزاوية السطح الطرفي، وإزاحة القمة، وبروز أو انحسار اللب، واتساق السطح الطرفي بشكل عام. وتساعد هذه القياسات في التأكد مما إذا كانت الحلقة من نوع MT قادرة على توفير تلامس مادي مستقر أثناء التوصيل.
كما يقوم الفنيون بفحص السطح الطرفي تحت المجهر للتحقق من وجود خدوش، أو حفر، أو بقايا إيبوكسي، أو شظايا، أو غبار، أو تلوث. يتم تقييم فحص السطح الطرفي عادةً بالرجوع إلى المعيار IEC 61300-3-35، بينما يمكن فحص الشكل الهندسي للحلقة وفقًا لمتطلبات سلسلة المعايير IEC 61755 المعمول بها ومواصفات العميل. ويؤكد التحقق من القطبية تخطيط الألياف واتجاه الموصل قبل التجميع النهائي.
10. مجموعة غلاف موصل MPO

لا تنتقل إلى مرحلة تجميع الغلاف سوى الموصلات التي تجتاز الفحص. في هذه المرحلة، يتم تركيب الغلاف الخارجي، والمزلاج، وغطاء الدفع والسحب، وهيكل الزنبرك، والأجزاء الميكانيكية ذات الصلة. وقد يؤدي التجميع غير الصحيح للغلاف إلى سوء الملاءمة، أو ضعف أداء المزلاج، أو عدم استقرار التوصيل، أو اتجاه قطبية خاطئ.
11. اختبار خسارة الإدخال وخسارة العودة
يخضع كابل التوصيل MPO النهائي لاختبار فقدان الإدخال وفقدان العودة وفقًا للحدود التي يحددها العميل وطرق الاختبار المرجعية الشائعة من سلسلة معايير IEC 61300. ويُعد الاختبار متعدد القنوات ضروريًا لأن كل قناة من الألياف الضوئية يجب أن تستوفي المواصفات. فإذا كانت إحدى القنوات تعاني من خسارة إدخال عالية أو خسارة ارتداد غير مستقرة، فقد يتعين تنظيف الموصل أو إعادة فحصه أو إعادة تلميعه أو إعادة تصنيعه.
12. وضع العلامات والتغليف
بعد إجراء الاختبارات، يتم وضع ملصقات على الكابل وتغليفه وفقًا لأمر العمل. وقد تتضمن الملصقات معلومات عن القطبية، والطول، وعدد الألياف، ونوع الموصل، ومعلومات الدفعة، ورقم قطعة الغيار الخاص بالعميل، أو العلامة التجارية للمصنع الأصلي (OEM). وتعمل العبوة الواقية على الحفاظ على نظافة السطح الطرفي أثناء التخزين والنقل.
نقاط مراقبة الجودة في تصنيع كابلات التوصيل MPO
| العملية | الخطر الرئيسي | التحكم في المصنع |
|---|---|---|
| تأكيد أمر العمل | خطأ في عدد الألياف، أو القطبية، أو النوع، أو الملصق | التأكد من المواصفات قبل بدء الإنتاج والاحتفاظ بسجلات الدُفعات |
| ترتيب الألياف | خطأ في تحديد مسار الألياف أو في القطبية | ترتيب الألياف وفقًا للأنواع A/B/C والتحقق منها قبل التجميع النهائي |
| الإيبوكسي والتصلب | ضعف الترابط، وجود فقاعات، تباين ارتفاع الألياف | التحكم في حجم الإيبوكسي، وحالة إعادة التعبئة، ووقت المعالجة، ودرجة الحرارة |
| التلميع | الخدوش، والحفر، وسوء التوازن الهندسي، وارتفاع معدل الفقد | استخدام أغشية تلميع خاضعة للرقابة، وضغط التثبيت، وعمليات الفحص |
| الفحص ثلاثي الأبعاد وفحص الأوجه الطرفية | خلل في الشكل الهندسي أو تلوث | تحقق من الشكل الهندسي للحلقة المعدنية، ونظافة السطح الطرفي، والعيوب الظاهرة |
| اختبار IL/RL | قناة واحدة أو أكثر معطلة | اختبار كل قناة وإصدار تقارير الأداء عند الحاجة |
| وضع الملصقات والتعبئة والتغليف | الخلل في التركيب أو تلوث السطح الطرفي | ضع الملصقات الصحيحة وأغطية الحماية من الغبار والتغليف الواقي |
العيوب الشائعة في تصنيع MPO وكيفية وقاية المصانع منها
غالبًا ما يرتبط ارتفاع خسارة الإدخال بضعف عملية الصقل، أو التلوث، أو تلف الألياف، أو التوصيل غير الصحيح، أو عدم استقرار ارتفاع الألياف. أما ارتفاع خسارة العودة فيمكن أن ينتج عن مشاكل في هندسة السطح الطرفي، أو عدم تطابق بين APC وUPC، أو ضعف التلامس، أو وجود خدوش. وعادةً ما تنشأ القطبية الخاطئة عن الترتيب غير الصحيح للألياف، أو الاتجاه الخاطئ للمفتاح، أو عدم التوافق بين أمر العمل والتجميع الفعلي. ولهذا السبب يجب أن تشمل مراقبة جودة MPO التجميع الميكانيكي، وهندسة الحلقة، ونظافة السطح الطرفي، والقطبية، والأداء البصري معًا.
المعايير الصناعية التي يُشار إليها عادةً في اختبارات MPO
يمكن اختبار كابلات التوصيل MPO وفقًا لمتطلبات العملاء والمعايير الصناعية المرجعية الشائعة.
فيما يتعلق بواجهة الموصل والتوافق الميكانيكي، يرتبط تصميم موصل MPO عادةً بالمعيار IEC 61754-7. أما بالنسبة للفحص البصري للوجه الأمامي، فغالبًا ما تستند المصانع إلى المعيار IEC 61300-3-35. وبالنسبة لمتطلبات الشكل الهندسي للحلقة المعدنية والواجهة البصرية، يُشار عادةً إلى سلسلة معايير IEC 61755. يمكن إجراء اختبارات خسارة الإدخال وخسارة العودة وفقًا للطرق المعمول بها في سلسلة المعايير IEC 61300، مثل المعيار IEC 61300-3-4 للتوهين والمعيار IEC 61300-3-6 لخسارة العودة. كما يمكن تقييم موثوقية الموصلات متعددة الألياف بالرجوع إلى معيار Telcordia GR-1435 والمتطلبات الخاصة بالمشروع. وبالنسبة للكابلات الهيكلية وتخطيط القطبية، فإن مجموعة معايير كابلات الألياف الضوئية TIA-568 ذات صلة أيضًا.
لا ينبغي أن تحل هذه المراجع محل المواصفات الخاصة بالعميل. يجب على المصنع التأكد من المعيار المطلوب وطريقة الاختبار وحدود القبول قبل الشروع في الإنتاج الضخم.
ما الذي يجب مراعاته عند اختيار مصنع كابلات التوصيل من نوع MPO
عند تقييم شركة مصنعة لكابلات التوصيل MPO، يجب على المشترين ألا يقتصروا على صورة المنتج أو ورقة المواصفات الأساسية. يجب على المصنع الموثوق أن يتأكد من القطبية، ونوع الموصل، وعدد الألياف، ونوع السطح الطرفي، وطول الكابل، ووضع العلامات قبل بدء الإنتاج. كما يجب أن يتوفر لديه تجميع محكم لحلقات MT، وتلميع متعدد الخطوات، وقدرة على الفحص ثلاثي الأبعاد، وفحص الأطراف، واختبار IL/RL، وسجلات جودة الدُفعات. وبالنسبة لمشتري المعدات الأصلية (OEM) ومقاولي المشاريع، فإن السؤال الرئيسي هو ما إذا كان المورد قادرًا على الحفاظ على اتساق الطلبات المتكررة والدُفعات الكبيرة.
الأسئلة الشائعة
كيف يتم تصنيع كابل التوصيل MPO؟
يتم تصنيع كابل التوصيل MPO من خلال مراحل تتضمن: التحقق من المواد، وقطع الكابل، والتجميع المسبق للمكونات، وترتيب الألياف، وإزالة الطلاء، وتركيب حلقة التوصيل MT، وضخ مادة الإيبوكسي وتصلبها، وصقل حلقة التوصيل، والفحص ثلاثي الأبعاد، وفحص السطح الطرفي، والتحقق من القطبية، وتجميع الغلاف، واختبار IL/RL، ووضع الملصقات، والتعبئة والتغليف.
لماذا يعتبر تصنيع كابلات التوصيل MPO أكثر تعقيدًا من كابلات التوصيل القياسية؟
تستخدم كابلات التوصيل MPO حلقة توصيل من نوع MT تضم عدة ألياف في موصل واحد. ويجب ترتيب جميع الألياف وربطها وصقلها واختبارها معًا. كما يجب على المصنع التحقق من القطبية ونوع الموصل وتكوين المسامير والأداء البصري متعدد القنوات.
ما هي الخطوة الأكثر أهمية في إنتاج MPO؟
يُعد ترتيب الألياف، ومعالجة الإيبوكسي، والتلميع، والفحص ثلاثي الأبعاد، واختبار IL/RL من العوامل التي تؤثر بشكل أكبر على الأداء النهائي.
لماذا يجب التحقق من قطبية MPO قبل التجميع النهائي؟
تحدد القطبية ما إذا كانت ألياف الإرسال والاستقبال متصلة بشكل صحيح في الشبكة. فإذا كان تخطيط الألياف خاطئًا، فقد لا يعمل الكابل حتى لو كان فقدان الإدخال في حدود مقبولة.
ما هي الاختبارات المطلوبة لأسلاك التوصيل الليفية البصرية من نوع MPO؟
تشمل الاختبارات الشائعة: فقدان الإدخال، وفقدان العودة، والتحقق من القطبية، وفحص السطح الطرفي، واختبار التداخل ثلاثي الأبعاد. وينبغي أن تتوافق حدود القبول مع متطلبات العميل والمعايير المعمول بها.
لماذا يمكن أن يؤدي تعطل قناة ألياف واحدة إلى تعطل موصل MPO بأكمله؟
تشترك جميع الألياف الموجودة في موصل MPO في حلقة توصيل MT واحدة. فإذا تعرضت إحدى القنوات لفقدان عالٍ في الإشارة، أو كانت هندستها غير دقيقة، أو تعرضت للتلوث، أو تلفت، فقد يتعين إعادة صقل الموصل أو تنظيفه أو إعادة معالجته ككل.
هل يمكن تخصيص كابلات التوصيل MPO حسب عدد الألياف، والقطبية، وطول الكابل؟
نعم. يمكن تخصيص كابلات التوصيل MPO وفقًا لعدد الألياف، ونوع الألياف، ونوع الموصل، والقطبية، ونوع السطح الطرفي، وطول الكابل، والملصق، والتغليف. بالنسبة لمشاريع مراكز البيانات، والاتصالات، ومشاريع الكابلات عالية الكثافة، يجب التأكد من هذه المواصفات قبل أخذ العينات أو البدء في الإنتاج الضخم.
الخاتمة
تتطلب عملية تصنيع كابلات التوصيل MPO تحكماً دقيقاً بدءاً من مراجعة أمر العمل الأول وصولاً إلى تقرير الاختبار النهائي والتعبئة والتغليف. وتعتمد جودة تجميع كابلات MPO على الترتيب الصحيح للألياف، والتثبيت المستقر لحلقة MT، والتلميع الخاضع للرقابة، وفحص نظافة الأطراف، والتحقق الدقيق من القطبية، واختبار IL/RL الشامل لجميع القنوات.
بالنسبة لمراكز البيانات وشبكات الاتصالات والبنية التحتية للذكاء الاصطناعي وأنظمة الكابلات عالية الكثافة، فإن اختيار الشركة المصنعة المناسبة يساعد في الحد من أخطاء القطبية ومشاكل فقدان الإدخال ومخاطر التلوث وعدم اتساق الدفعات. إذا كنت بحاجة إلى كابلات توصيل الألياف الضوئية MPO المخصصة بالنسبة للمشاريع الكبيرة، أو التوريد لمصنعي المعدات الأصلية (OEM)، أو متطلبات الكابلات الخاصة بمشاريع معينة، يمكن لشركة YingFeng تلبية احتياجات متنوعة من حيث عدد الألياف، وأنواع القطبية، وأنواع الموصلات، وأطوال الكابلات، ومتطلبات الاختبار، ووضع العلامات، والتعبئة والتغليف.
المصدر
- IEC 61754-7, ، أجهزة التوصيل البصرية والمكونات السلبية – واجهات موصلات الألياف الضوئية – الجزء 7: عائلة موصلات MPO.
- IEC 61300-3-35, ، أجهزة التوصيل البصرية والمكونات السلبية – إجراءات الاختبار والقياس الأساسية – الجزء 3-35: الفحص البصري لموصلات الألياف الضوئية وأجهزة الإرسال والاستقبال ذات الألياف القصيرة.
- سلسلة IEC 61755, ، أجهزة التوصيل البصرية والمكونات السلبية – واجهات التوصيل البصرية.
- IEC 61300-3-4, ، أجهزة التوصيل البصرية والمكونات السلبية – إجراءات الاختبار والقياس الأساسية – الجزء 3-4: التوهين.
- IEC 61300-3-6, ، أجهزة التوصيل البصرية والمكونات السلبية – إجراءات الاختبار والقياس الأساسية – الجزء 3-6: خسارة العودة.
- Telcordia GR-1435, ، المتطلبات العامة للموصلات البصرية متعددة الألياف.
- TIA-568.3, ، معيار الكابلات والمكونات الخاصة بالألياف الضوئية.