MPO-Patchkabel sind nicht einfach nur gewöhnliche Glasfaser-Patchkabel mit einer höheren Faseranzahl. Ein zuverlässiges MPO-Glasfaserkabel Die Montage hängt von der MT-Ferrule, der Ausrichtung der Mehrfachfasern, der korrekten Polarität, dem kontrollierten Polieren und der Prüfung aller Kanäle ab. Wenn ein Stecker 8, 12, 16, 24 oder mehr Fasern führt, kann ein kleiner Defekt an einem Kanal den gesamten Stecker beeinträchtigen.
In der Serienfertigung durchläuft ein MPO-Patchkabel einen kontrollierten Arbeitsablauf, der mit der Materialprüfung und dem Kabelschneiden beginnt und anschließend mit der Montage der MT-Ferrule, dem Polieren, der 3D-Prüfung, der IL/RL-Prüfung, der Etikettierung und der Verpackung fortgesetzt wird.

INHALTSVERZEICHNIS
Warum die Herstellung von MPO-Patchkabeln eine höhere Präzision erfordert
Bei einem herkömmlichen LC-, SC- oder FC-Patchkabel ist in der Regel eine Ferrule auf eine Faser ausgerichtet. Bei einem MPO-Stecker hält eine MT-Ferrule mehrere Fasern in einer präzisen Anordnung. Alle Fasern müssen gemeinsam eingeführt, versiegelt, poliert und geprüft werden. Der Stecker muss zudem über die richtige Stecker- oder Buchsenausführung, Pin-Konfiguration, Polarität vom Typ A/B/C sowie eine genaue Faserzuordnung verfügen.
Wenn Sie wissen möchten, wie Standard-Patchkabel mit LC-, SC- oder FC-Steckern hergestellt werden, lesen Sie unseren Leitfaden zum Thema Standardverfahren zur Herstellung von Glasfaser-Patchkabeln. Bei der MPO-Fertigung gelten zwar ähnliche Grundsätze, doch ist der Prozess empfindlicher, da jeder Schritt mehrere Glasfaserkanäle gleichzeitig betrifft.
Wird die Reihenfolge der Fasern umgekehrt, besteht das fertige Kabel möglicherweise die Polaritätsprüfung nicht. Ist das Epoxidharzvolumen ungleichmäßig verteilt, kann es bei einigen Fasern zu einer instabilen Verklebung oder zu unterschiedlichen Faserhöhen nach dem Polieren kommen. Wird der Polierdruck nicht kontrolliert, kann die Geometrie der MT-Ferrule außerhalb des vorgeschriebenen Bereichs liegen.
Arbeitsablauf bei der Herstellung von MPO-Patchkabeln
Ein typischer Fertigungsprozess für MPO-Kabelbaugruppen umfasst zwölf Hauptschritte:
- Material- und Auftragsbestätigung
- Kabelschneiden
- Vormontage von Bauteilen und Abisolieren von Kabeln
- Faseranordnung
- Entfernen der Faserbeschichtung und Reinigung mit Alkohol
- Montage von Stift und MT-Hülse
- Dosierung und Aushärtung von Epoxidharz
- mehrstufiges Polieren der Stirnflächen
- 3D-Prüfung und -Kontrolle
- Steckverbindergehäuse-Baugruppe
- Prüfung der Einfügungsdämpfung und der Rückflussdämpfung
- Kennzeichnung und Verpackung.
Schritt-für-Schritt-Anleitung zur Herstellung von MPO-Patchkabeln
1. Material- und Arbeitsauftragsbestätigung
Die Produktion beginnt mit dem Arbeitsauftrag. Bevor das Kabel geschnitten oder die Steckverbinderteile vorbereitet werden, überprüft das Werk die Faseranzahl, den Fasertyp, die Kabellänge, das Steckertyp, die Polarität, die Endflächenart, die Beschriftungsanforderungen, die Verpackungsart und die Prüfnorm. Dieser Schritt ist wichtig, da sich äußerlich ähnlich aussehende MPO-Kabel im Inneren in ihrer Faserbelegung unterscheiden können.
2. Kabel durchtrennen

Das Kabel wird entsprechend der erforderlichen Länge von der Originalrolle abgeschnitten. Bei MPO-Stammkabeln, Abzweigkabeln und Kabelbäumen muss beim Schneiden zudem ausreichend Länge für das Abisolieren, die Montage und den Einbau der Steckverbinder vorgesehen werden. Durch präzises Schneiden wird die gleichbleibende Qualität der fertigen Charge gewährleistet.
3. Vormontage der Bauteile und Abisolieren der Kabel

Vor der Faseraufbereitung werden die Steckverbinderteile in der richtigen Reihenfolge auf das Kabel aufgesetzt, darunter die Kabelmuffe, das Crimpband, der Federstößel, die Zugentlastungsteile und weiteres MPO-Steckverbinderzubehör. Die Reihenfolge ist wichtig, da einige Teile nach dem Einbau der Ferrule nicht mehr angebracht werden können. Anschließend wird der Kabelmantel vorsichtig abisoliert, um die inneren Fasern freizulegen, ohne die Beschichtung zu beschädigen oder Spannungen im Bereich des Steckerkörpers zu erzeugen.
4. Anordnung der Fasern

MPO-Kabel sind Mehrfaser-Bündel, daher müssen die Fasern vor dem Einführen in die MT-Ferrule in der richtigen Reihenfolge angeordnet werden. Die Anordnung richtet sich nach der Arbeitsreihenfolge und der erforderlichen Polarität, beispielsweise Typ A, Typ B oder Typ C. Während dieses Schritts achten die Techniker darauf, dass die Faserreihe sauber und stabil bleibt, um ein Überkreuzen, Verdrehen oder eine falsche Zuordnung zu verhindern.
5. Entfernen der Faserbeschichtung und Reinigung mit Alkohol
Nach der Ausrichtung wird die Beschichtung von dem Abschnitt entfernt, der in die MT-Ferrule eingeführt wird. Die freiliegenden Fasern werden mit Alkohol gereinigt, um Beschichtungsrückstände, Staub und Verunreinigungen zu entfernen. Eine sorgfältige Handhabung an dieser Stelle verringert Probleme bei der Verbindung, Endflächenfehler, optische Verluste und Nacharbeiten.
6. Einbau von Stiften und MT-Hülsen
Die MT-Ferrule ist das Herzstück eines MPO-Steckverbinders. Sie verfügt über mehrere Präzisionsbohrungen für die Faseranordnung. Bei MPO-Steckern unterstützen Führungsstifte die Ausrichtung mit einer Buchse. Bei MPO-Buchsen ist die Ferrule nicht mit Führungsstiften versehen. Eine falsche Geschlechts- oder Stiftkonfiguration kann zu einer Fehlanpassung mit Panels, Kassetten, Transceivern oder Gegensteckern führen.
7. Dosieren von Epoxidharz, Nachfüllen von Klebstoff und Aushärten

Zum Verkleben der Fasern wird Epoxidharz in die MT-Ferrule eingefüllt. Die Menge muss sorgfältig dosiert werden: Zu wenig Epoxidharz kann zu einer schwachen Verbindung führen, während zu viel Epoxidharz überlaufen und das Polieren beeinträchtigen kann. Nach dem Einführen der Fasern kann gegebenenfalls nachgefüllt werden, um die innere Stabilisierung zu gewährleisten.
Die Ferrule wird anschließend unter kontrollierten Bedingungen ausgehärtet. Aushärtungstemperatur und -zeit müssen konstant sein, damit das Epoxidharz ohne Blasenbildung, ungleichmäßige Verklebung oder Belastung der Fasern aushärtet. Da sich alle Fasern eine MT-Ferrule teilen, kann ein defekter Kanal dazu führen, dass die gesamte Ferrule überarbeitet werden muss.
8. Mehrstufiges Polieren der Ferrulenstirnfläche
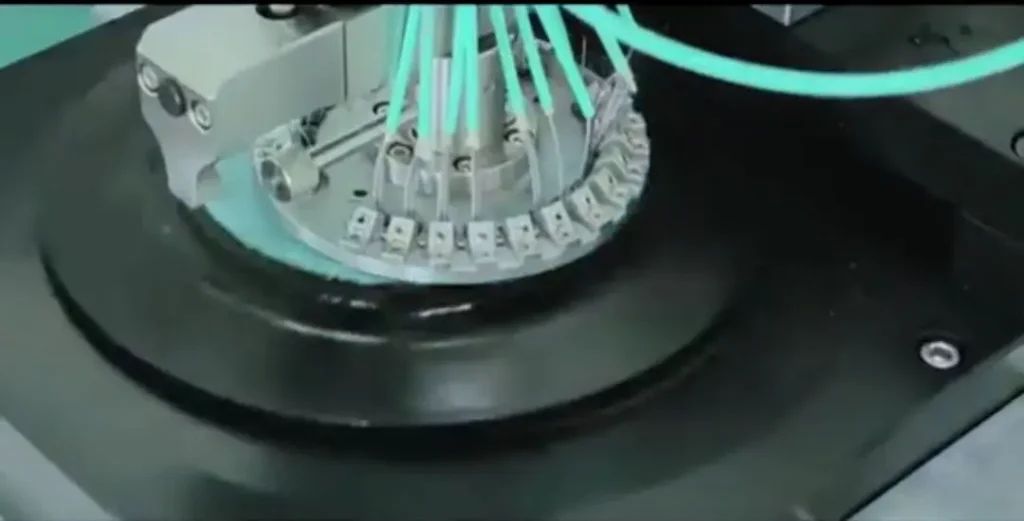
Das Polieren von MPO-Steckverbindern ist anspruchsvoller als das Polieren von Einfaser-Steckverbindern, da alle Fasern gemeinsam auf einer MT-Ferrule-Oberfläche poliert werden. Der Prozess umfasst in der Regel das Entfernen von Epoxidharz, das Grobpolieren, das Feinpolieren und das Endpolieren unter Verwendung geeigneter Polierfolien, Halterungen, Druck und Zeit. Eine ungleichmäßige Politur kann zu Kratzern, Vertiefungen, einer unzureichenden Faserhöhe, hohem Einfügedämpfungsverlust, schlechtem Rückflussdämpfungsverlust oder dem Nichtbestehen der Endflächenprüfung führen.
9. 3D-Prüfung, Endflächenprüfung und Polaritätsprüfung


Nach dem Polieren durchläuft der Stecker vor der endgültigen Gehäusemontage eine Prüfung. Mit einem 3D-Interferometer lassen sich die Geometrie der Ferrule überprüfen, darunter die Faserhöhe, der Endflächenwinkel, der Versatz der Spitze, der Kernüberstand oder die Hinterschneidung sowie die allgemeine Gleichmäßigkeit der Endfläche. Anhand dieser Messungen lässt sich bestätigen, ob die MT-Ferrule beim Zusammenstecken einen stabilen physikalischen Kontakt gewährleisten kann.
Die Techniker untersuchen die Endfläche zudem unter dem Mikroskop auf Kratzer, Vertiefungen, Epoxidharzrückstände, Absplitterungen, Staub und Verunreinigungen. Die Prüfung der Stirnfläche erfolgt in der Regel gemäß der Norm IEC 61300-3-35, während die Geometrie der Ferrule anhand der geltenden Anforderungen der Normenreihe IEC 61755 und der Kundenspezifikationen überprüft werden kann. Die Polaritätsprüfung bestätigt die Faserzuordnung und die Ausrichtung des Steckverbinders vor der Endmontage.
10. MPO-Steckergehäuse-Baugruppe

Nur Steckverbinder, die die Prüfung bestehen, gelangen zur Gehäusemontage. In dieser Phase werden das Außengehäuse, die Verriegelung, die Push-Pull-Manschette, die Federkonstruktion und die zugehörigen mechanischen Teile montiert. Eine fehlerhafte Gehäusemontage kann zu einem schlechten Sitz, einer schwachen Verriegelungsleistung, einer instabilen Verbindung oder einer falschen Polausrichtung führen.
11. Prüfung der Einfügungsdämpfung und der Rückflussdämpfung
Das fertige MPO-Patchkabel wird hinsichtlich Einfügungsdämpfung und Rückflussdämpfung gemäß den vom Kunden festgelegten Grenzwerten und den allgemein anerkannten Prüfverfahren der Normenreihe IEC 61300 geprüft. Eine Mehrkanalprüfung ist erforderlich, da jeder Glasfaserkanal die Spezifikation erfüllen muss. Weist ein Kanal eine hohe Einfügungsdämpfung oder eine instabile Rückflussdämpfung auf, muss der Stecker möglicherweise gereinigt, erneut geprüft, nachpoliert oder nachbearbeitet werden.
12. Kennzeichnung und Verpackung
Nach der Prüfung wird das Kabel gemäß dem Arbeitsauftrag beschriftet und verpackt. Die Beschriftung kann Angaben zur Polarität, Länge, Faseranzahl, Steckertyp, Chargeninformationen, Kundenartikelnummer oder OEM-Markenzeichen enthalten. Eine Schutzverpackung sorgt dafür, dass die Endfläche während der Lagerung und des Transports sauber bleibt.
Qualitätskontrollpunkte bei der Herstellung von MPO-Patchkabeln
| Prozess | Hauptrisiko | Fabriksteuerung |
|---|---|---|
| Auftragsbestätigung | Falsche Faseranzahl, Polarität, Geschlechtsbezeichnung oder Kennzeichnung | Spezifikationen vor der Produktion bestätigen und Chargenprotokolle führen |
| Faseranordnung | Falsche Glasfaserzuordnung oder Polarität | Fasern nach Typ A/B/C sortieren und vor der Endmontage überprüfen |
| Epoxidharz und Aushärtung | Schwache Haftung, Blasen, ungleichmäßige Faserhöhe | Epoxidharzmenge, Nachfüllzustand, Aushärtungszeit und Temperatur kontrollieren |
| Polieren | Kratzer, Vertiefungen, schlechte Geometrie, hoher Verlust | Verwenden Sie kontrollierte Polierfolien, einen kontrollierten Anpressdruck und führen Sie Kontrollen durch |
| 3D- und Stirnflächenprüfung | Geometrische Fehler oder Verunreinigungen | Überprüfen Sie die Geometrie der Ferrule, die Sauberkeit der Stirnfläche und sichtbare Mängel |
| IL/RL-Prüfung | Ein oder mehrere ausgefallene Kanäle | Jeden Kanal prüfen und bei Bedarf Leistungsnachweise ausstellen |
| Kennzeichnung und Verpackung | Fehler bei der Installation oder Verunreinigung der Stirnfläche | Bringen Sie die richtigen Etiketten, Staubschutzkappen und Schutzverpackungen an |
Häufige Fertigungsfehler bei MPO-Bauteilen und wie Hersteller diese vermeiden
Ein hoher Einfügedämpfungsverlust hängt häufig mit mangelhafter Politur, Verunreinigungen, Faserschäden, falschem Stecken oder einer instabilen Faserhöhe zusammen. Ein schlechter Rückflussdämpfungsverlust kann durch Probleme mit der Endflächengeometrie, eine Fehlanpassung zwischen APC und UPC, schlechten Kontakt oder Kratzer verursacht werden. Eine falsche Polarität ist in der Regel auf eine fehlerhafte Faseranordnung, eine falsche Ausrichtung der Kerbe oder eine Diskrepanz zwischen dem Arbeitsauftrag und der tatsächlichen Montage zurückzuführen. Aus diesem Grund sollte die MPO-Qualitätskontrolle die mechanische Montage, die Geometrie der Ferrule, die Sauberkeit der Endfläche, die Polarität und die optische Leistung gemeinsam umfassen.
In MPO-Tests häufig herangezogene Industriestandards
MPO-Patchkabel können gemäß den Kundenanforderungen und den gängigen Branchenstandards geprüft werden.
Was die Steckverbinderschnittstelle und die mechanische Kompatibilität betrifft, wird das MPO-Steckverbinderdesign üblicherweise mit der Norm IEC 61754-7 in Verbindung gebracht. Für die Sichtprüfung der Stirnflächen beziehen sich Hersteller häufig auf die Norm IEC 61300-3-35. Hinsichtlich der Geometrie der Ferrulen und der Anforderungen an die optische Schnittstelle wird üblicherweise auf die Normenreihe IEC 61755 Bezug genommen. Prüfungen der Einfügungsdämpfung und der Rückflussdämpfung können gemäß den geltenden Methoden der IEC-61300-Reihe durchgeführt werden, beispielsweise gemäß IEC 61300-3-4 für die Dämpfung und gemäß IEC 61300-3-6 für die Rückflussdämpfung. Die Zuverlässigkeit von Mehrfaser-Steckverbindern kann auch unter Bezugnahme auf Telcordia GR-1435 und projektspezifische Anforderungen bewertet werden. Für die strukturierte Verkabelung und die Polaritätsplanung ist zudem die Normenfamilie TIA-568 für die Glasfaserverkabelung relevant.
Diese Angaben ersetzen nicht die kundeneigenen Spezifikationen. Der Hersteller sollte vor Beginn der Serienfertigung die geforderte Norm, das Prüfverfahren und die Abnahmegrenze bestätigen.
Was Sie bei der Auswahl eines Herstellers von MPO-Patchkabeln beachten sollten
Bei der Bewertung eines Herstellers von MPO-Patchkabeln sollten Einkäufer über das Produktfoto oder das einfache Datenblatt hinausblicken. Ein zuverlässiger Hersteller sollte vor der Produktion die Polarität, den Steckertyp, die Faseranzahl, die Art der Endfläche, die Kabellänge und die Beschriftung bestätigen. Außerdem sollte er über eine kontrollierte MT-Ferrule-Montage, mehrstufiges Polieren, 3D-Prüfmöglichkeiten, Endflächenprüfung, IL/RL-Tests sowie Qualitätsprotokolle für jede Charge verfügen. Für OEM-Einkäufer und Projektauftragnehmer ist die entscheidende Frage, ob der Lieferant bei Nachbestellungen und Großchargen eine gleichbleibende Qualität gewährleisten kann.
FAQ
Wie wird ein MPO-Patchkabel hergestellt?
Die Herstellung eines MPO-Patchkabels umfasst die Materialprüfung, das Zuschneiden des Kabels, die Vormontage der Komponenten, die Anordnung der Fasern, das Abisolieren der Beschichtung, den Einbau der MT-Ferrule, das Auftragen und Aushärten des Epoxidharzes, das Polieren der Ferrule, die 3D-Prüfung, die Endflächenprüfung, die Überprüfung der Polarität, die Montage des Gehäuses, die IL/RL-Prüfung, die Beschriftung und die Verpackung.
Warum ist die Herstellung von MPO-Patchkabeln komplexer als die von Standard-Patchkabeln?
MPO-Patchkabel verwenden eine MT-Ferrule, die mehrere Fasern in einem Stecker aufnimmt. Alle Fasern müssen gemeinsam angeordnet, versiegelt, poliert und geprüft werden. Der Hersteller muss zudem die Polarität, den Stecker-Buchsen-Typ, die Pin-Konfiguration und die optische Mehrkanalleistung kontrollieren.
Was ist der entscheidende Schritt bei der MPO-Herstellung?
Die Anordnung der Fasern, die Epoxidharz-Aushärtung, das Polieren, die 3D-Prüfung sowie die IL/RL-Prüfung haben den größten Einfluss auf die endgültige Leistungsfähigkeit.
Warum muss die Polarität des MPO vor der Endmontage überprüft werden?
Die Polarität bestimmt, ob die Sende- und Empfangsfasern im Netzwerk korrekt miteinander verbunden sind. Ist die Faserzuordnung falsch, funktioniert das Kabel möglicherweise nicht, selbst wenn die Einfügedämpfung im zulässigen Bereich liegt.
Welche Prüfungen sind für MPO-Glasfaser-Patchkabel erforderlich?
Zu den üblichen Prüfungen gehören die Messung des Einfügedämpfungsverlusts, des Rückflussdämpfungsverlusts, die Polaritätsprüfung, die Endflächenprüfung sowie die Prüfung mit einem 3D-Interferometer. Die Abnahmegrenzen sollten den Kundenanforderungen und den geltenden Normen entsprechen.
Warum kann ein defekter Fibre-Channel-Anschluss dazu führen, dass der gesamte MPO-Stecker ausfällt?
Alle Fasern in einem MPO-Stecker teilen sich eine MT-Ferrule. Wenn ein Kanal hohe Verluste, eine schlechte Geometrie, Verunreinigungen oder Beschädigungen aufweist, muss der Stecker möglicherweise neu poliert, gereinigt oder insgesamt überarbeitet werden.
Können MPO-Patchkabel hinsichtlich der Faseranzahl, der Polarität und der Kabellänge individuell angepasst werden?
Ja. MPO-Patchkabel können hinsichtlich der Faseranzahl, des Fasertyps, des Steckertypes, der Polarität, der Endflächenausführung, der Kabellänge, der Beschriftung und der Verpackung individuell angepasst werden. Bei Projekten in den Bereichen Rechenzentren, Telekommunikation und Hochdichte-Verkabelung sollten diese Spezifikationen vor der Musterfertigung oder Serienproduktion bestätigt werden.
Schlussfolgerung
Der Herstellungsprozess von MPO-Patchkabeln erfordert eine präzise Kontrolle – von der ersten Prüfung des Arbeitsauftrags bis hin zum abschließenden Prüfbericht und der Verpackung. Die hohe Qualität einer MPO-Kabelbaugruppe hängt von der korrekten Anordnung der Fasern, einer stabilen MT-Ferrule-Verbindung, einer kontrollierten Polierung, einer sorgfältigen Prüfung der Endflächen, einer genauen Polaritätsprüfung sowie einer vollständigen IL/RL-Prüfung aller Kanäle ab.
Bei Rechenzentren, Telekommunikationsnetzen, KI-Infrastrukturen und Verkabelungssystemen mit hoher Dichte trägt die Wahl des richtigen Herstellers dazu bei, Polaritätsfehler, Probleme mit der Einfügungsdämpfung, das Kontaminationsrisiko und Abweichungen zwischen den Chargen zu reduzieren. Wenn Sie Maßgefertigte MPO-Glasfaser-Patchkabel Bei Großprojekten, OEM-Lieferungen oder projektspezifischen Verkabelungsanforderungen kann YingFeng unterschiedliche Faseranzahlen, Polaritätsarten, Steckertypen, Kabellängen, Prüfanforderungen, Beschriftungen und Verpackungen anbieten.
Quelle
- IEC 61754-7, Glasfaserverbindungsvorrichtungen und passive Komponenten – Glasfasersteckverbinder-Schnittstellen – Teil 7: MPO-Steckverbinderfamilie.
- IEC 61300-3-35, Glasfaserverbindungsvorrichtungen und passive Komponenten – Grundlegende Prüf- und Messverfahren – Teil 3-35: Sichtprüfung von Glasfasersteckverbindern und Transceivern mit Glasfaser-Stub.
- IEC 61755-Reihe, Glasfaserverbindungsvorrichtungen und passive Komponenten – Optische Schnittstellen für Steckverbinder.
- IEC 61300-3-4, Glasfaserverbindungsvorrichtungen und passive Komponenten – Grundlegende Prüf- und Messverfahren – Teil 3-4: Dämpfung.
- IEC 61300-3-6, Glasfaserverbindungsvorrichtungen und passive Komponenten – Grundlegende Prüf- und Messverfahren – Teil 3-6: Rückflussdämpfung.
- Telcordia GR-1435, Allgemeine Anforderungen an optische Mehrfaser-Steckverbinder.
- TIA-568.3, Norm für Glasfaserverkabelung und -komponenten.