Realizzazione di un sistema ad alte prestazioni cavo di collegamento in fibra ottica richiede molto più che il semplice montaggio di un connettore su un cavo. Dietro ogni valore stabile di perdita di inserzione, ogni estremità pulita e ogni connessione affidabile si cela una lunga catena di processi precisi, attrezzature specializzate e un rigoroso controllo di qualità.
In questo articolo vi illustriamo il processo di produzione dei cavi di collegamento in fibra ottica standard — dal taglio al collaudo finale — basandoci interamente su pratiche industriali reali. Questo aiuta i clienti a comprendere da dove deriva realmente la qualità dei cavi di collegamento e perché sia importante scegliere un produttore competente.
INDICE
Panoramica completa del flusso di lavoro di produzione
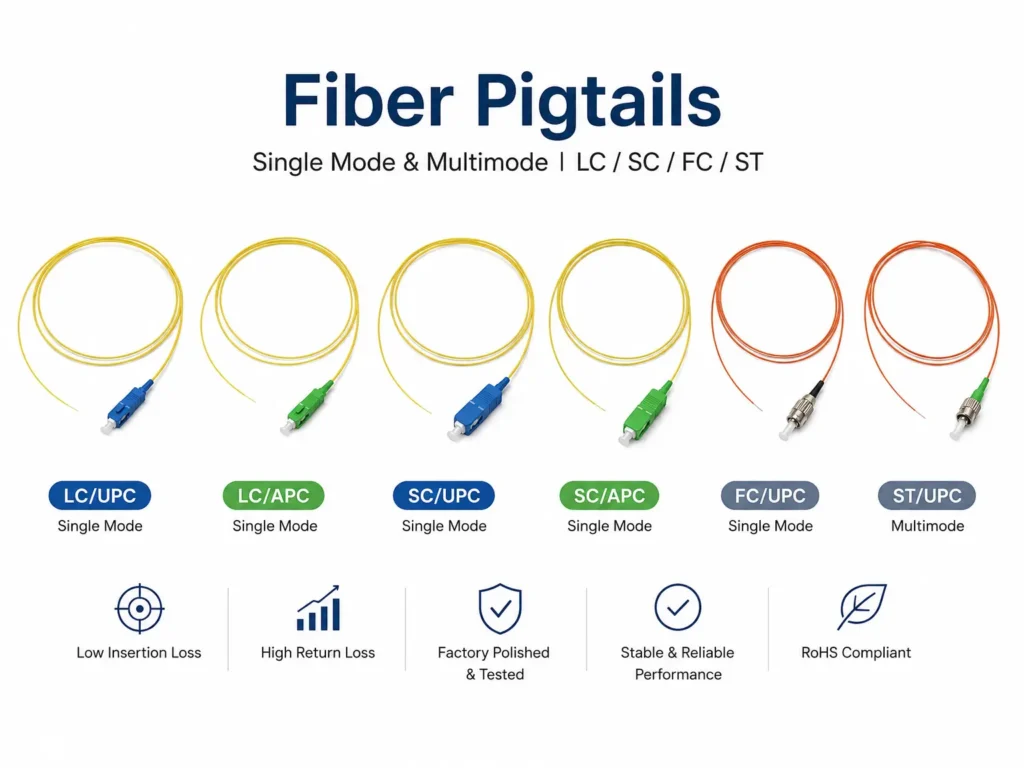
La produzione dei cavi di collegamento in fibra ottica segue un flusso di lavoro altamente standardizzato e ripetibile. Sebbene i prodotti possano variare — monomodali, multimodali, simplex, duplex — il processo di base rimane invariato.
Il flusso di lavoro completo comprende in genere:
- Taglio dei cavi
- Pre-montaggio
- Spellatura e pulizia delle fibre
- Erogazione della colla e inserimento della ghiera
- Indurimento della ghiera
- Gruppo connettore
- Crimpatura
- Lucidatura in più fasi
- Test delle prestazioni in tre fasi
- Etichettatura e confezionamento
Questo video offre una panoramica generale su come vengono prodotti i cavi di collegamento in fibra ottica nel nostro stabilimento. Per conoscere l'intero processo passo dopo passo e le spiegazioni dettagliate di ciascuna fase, si prega di consultare le sezioni riportate di seguito.
1. Taglio dei cavi

Il ciclo produttivo inizia con il taglio automatizzato dei cavi. La precisione di taglio è fondamentale, non solo per soddisfare le specifiche del cliente, ma anche per garantire una perdita di inserzione uniforme tra i cavi di collegamento accoppiati.
Punti chiave del processo:
- Le macchine da taglio automatiche garantiscono una tolleranza di lunghezza costante
- Il filato in kevlar/aramide rimane intatto dopo il taglio
- La guaina esterna del cavo non viene deformata né schiacciata dal meccanismo di taglio
Rispetto al taglio manuale, il taglio automatizzato garantisce una maggiore uniformità su migliaia di unità e riduce la variabilità dovuta al fattore umano: uno dei principi fondamentali della produzione su larga scala.
2. Pre-assemblaggio

Prima di iniziare il processo di spellatura, è necessario preassemblare sul cavo diversi componenti del connettore. Questa fase prevede l'inserimento sul cavo, nell'ordine corretto, di parti scorrevoli quali il cappuccio del connettore, i componenti di scarico della trazione e le clip di identificazione della polarità (indicatori A/B).
3. Rimozione del rivestimento e pulizia delle fibre

Dopo il taglio, il cavo entra in una delle fasi più delicate: la spellatura.
Questa fase comprende:
- Rimozione della guaina esterna
- Taglio del filato di aramide
- Rimozione del rivestimento della fibra
- Pulizia della fibra nuda con alcol isopropilico
Perché questo passaggio è importante:
- Qualsiasi microdanno sulla fibra nuda comprometterà l'inserimento della ferula
- Eventuali residui di rivestimento o impurità causano la formazione di bolle durante l'indurimento
- Le superfici in fibra pulite garantiscono una corretta tenuta dell'incollaggio
Un processo di spellatura controllato previene la formazione di microfessure e la contaminazione, determinando direttamente la stabilità a lungo termine del cavo di collegamento finito.
4. Erogazione della colla e inserimento della ghiera
L'erogazione della colla e l'inserimento della ghiera sono tra le fasi più complesse dal punto di vista tecnico, poiché influenzano direttamente:
- Centraggio della fibra
- Perdita di inserzione
- Perdita di ritorno
- Resistenza di adesione a lungo termine
Negli ambienti di produzione di massa, le macchine automatiche per l’erogazione della colla garantiscono che ogni ferrule riceva la giusta quantità di resina epossidica: né in eccesso né in difetto. Una quantità eccessiva di resina epossidica causa difficoltà nella lucidatura; una quantità insufficiente compromette la stabilità strutturale.
Dopo l'estrazione, la fibra spellata viene inserita con cura nella ferula in ceramica. È fondamentale controllare il centraggio della fibra all'interno della ferula: anche una minima eccentricità aumenterà la perdita di inserzione.
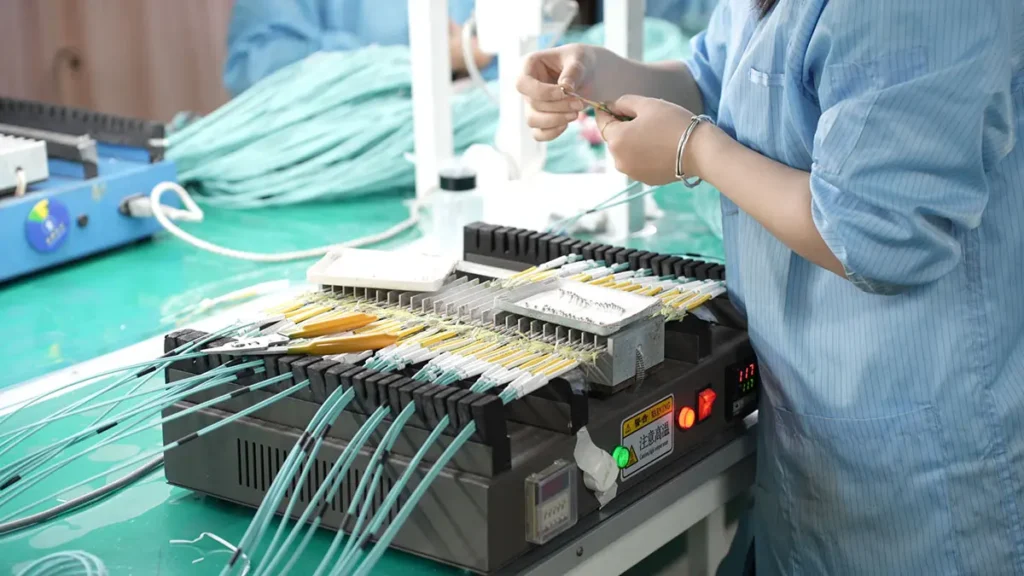
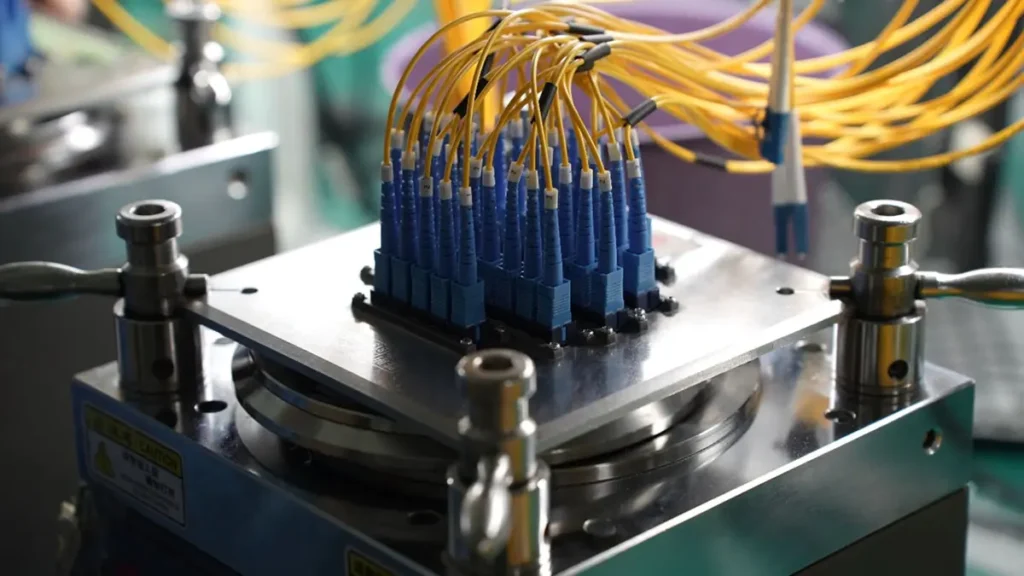
I gruppi di ferrule vengono quindi collocati in rack di polimerizzazione, solitamente utilizzando forni a temperatura controllata per evitare la formazione di bolle interne e garantire la completa polimerizzazione.
5. Gruppo connettore
Una volta che i ferrule si sono induriti, gli operatori iniziano ad assemblare i componenti del connettore. Sebbene i tipi di connettori differiscano tra loro — SC, LC, FC, ST, ecc. — la logica generale di assemblaggio è simile:
- Installazione primaverile
- Allineamento del manicotto della ghiera
- Gruppo alloggiamento
- Posizionamento del fermo/della clip
- Installazione di parti metalliche (se del caso)
Questo passaggio viene spesso sottovalutato, eppure svolge un ruolo fondamentale in:
- Resistenza a lungo termine al collegamento e allo scollegamento
- Stabilità del percorso di ritorno della ghiera
- Dispositivo di scarico della trazione del cavo
Per le fabbriche che producono autonomamente i componenti dei connettori (come alloggiamenti, guaine, molle e parti metalliche), la uniformità è controllata in modo ancora più accurato — cosa che molte società commerciali non sono in grado di garantire.
6. Crimpatura
La crimpatura fissa gli strati del cavo e di protezione al corpo del connettore. Una crimpatura corretta garantisce:
- Forte forza di trazione
- Protezione della fibra interna
- Stabilità strutturale durante le ripetute operazioni di movimentazione
Le macchine di crimpatura di precisione contribuiscono a garantire l'uniformità e a ridurre il rischio di micro-piegature o punti di sollecitazione che potrebbero causare guasti nascosti in fase di utilizzo.
Una crimpatura difettosa è una delle cause più comuni di guasti intermittenti nei cavi di collegamento di bassa qualità: un altro motivo per cui l'uniformità di produzione è fondamentale.
7. Lucidatura in quattro fasi
La lucidatura è il cuore della produzione dei cavi di collegamento. Una superficie terminale pulita, priva di difetti e correttamente curvata influisce in modo determinante sulla perdita di inserzione e sulla perdita di ritorno.
Una tipica sequenza di lucidatura in quattro fasi comprende:
- Pellicola da 30 μm – rimozione della resina epossidica
- Pellicola da 9 μm – lucidatura grossolana
- Strato da 1 μm – lucidatura fine
- Pellicola ADS – finitura a specchio finale
Durante la lucidatura, gli stabilimenti controllano rigorosamente:
- Pressione
- Ora
- Stato della pellicola di lucidatura
- Rotazione della ghiera
- Tipo di cuscinetto e planarità
Una superficie terminale correttamente lucidata dovrebbe soddisfare tre requisiti fondamentali:
- Nessun graffio, ammaccatura o residuo
- Raggio di curvatura corretto della faccia terminale
- Corretto scostamento dell'apice e altezza della fibra
Gli stabilimenti con una consolidata esperienza garantiscono una perdita di inserzione ≤ 0,2 dB e una perdita di ritorno stabile in ogni lotto di produzione, grazie a procedure di lucidatura controllate e alla calibrazione continua delle apparecchiature.
8. Controlli di qualità in tre fasi
Un buon cavo di collegamento non si “realizza”; è creato attraverso una serie di test. Gli stabilimenti di alto livello effettuano tre fasi di collaudo obbligatorie prima dell'approvazione.

a. Ispezione delle facce terminali
Controllo al microscopio:
- Graffi
- Patatine
- Crepe
- Residui epossidici
- Sottosquadro o sporgenza della fibra
Per i connettori APC viene verificata anche la qualità dell'angolazione.
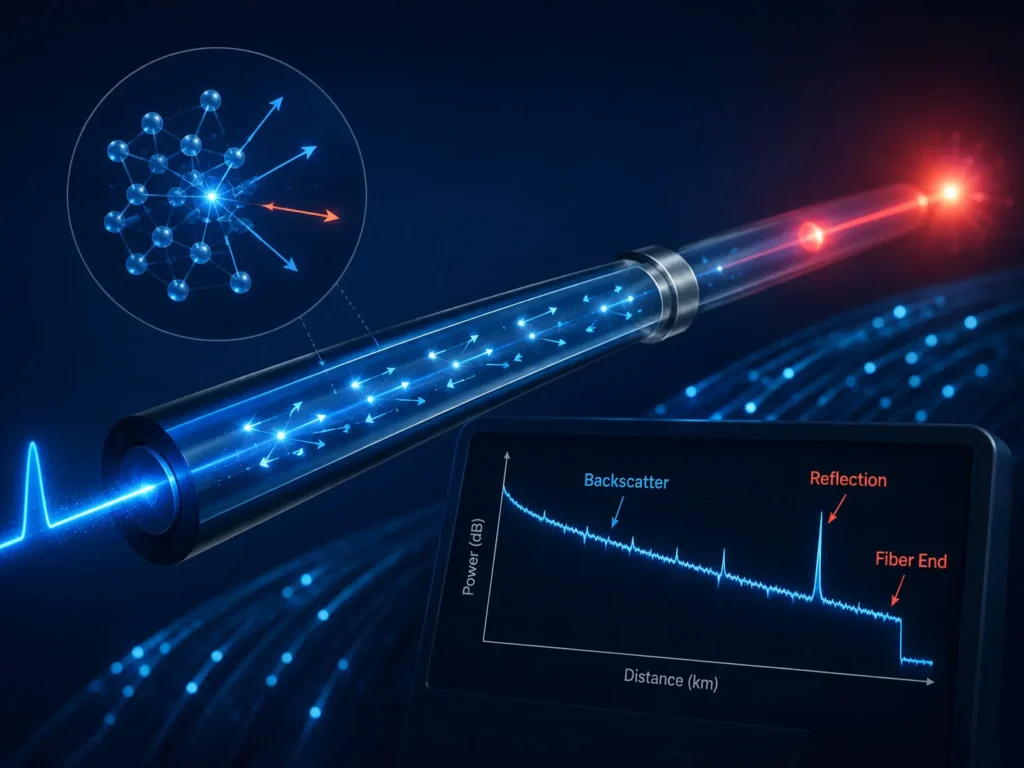
b. Test delle prestazioni IL/RL
Le stazioni di collaudo automatiche misurano:
- Perdita di inserzione (IL)
- Perdita di ritorno (RL)
Requisiti tipici per la modalità singola:
- IL ≤ 0,2 dB
- RL ≥ 50 dB per UPC
- RL ≥ 60 dB per APC
I valori multimodali possono variare, ma rimangono sottoposti a un rigoroso controllo.
c. Prove con interferometro 3D
Non tutte le fabbriche effettuano test 3D, ma i produttori di punta lo fanno.
Questo test verifica:
- Offset Apex
- Raggio di curvatura
- Altezza delle fibre
Il rispetto degli standard GR-326 garantisce la stabilità delle prestazioni a lungo termine, in particolare per le applicazioni nei data center.
9. Processo di rilavorazione
Qualsiasi connettore che non superi i test viene sottoposto a un ciclo di rilavorazione:
- Smontare
- Ritagliare / lucidare nuovamente / incollare nuovamente
- Ripetere il test
Questa rigorosa politica di rilavorazione garantisce che solo i prodotti pienamente conformi raggiungano i clienti. In molti stabilimenti, gli articoli che non superano il controllo al primo tentativo vengono semplicemente scartati; in un ambiente produttivo efficiente, invece, vengono accuratamente rilavorati per garantire l’uniformità della qualità.
10. Etichettatura, imballaggio e consegna finale
Prima della spedizione, i cavi di collegamento vengono sottoposti a:
- Etichettatura secondo le specifiche del cliente
- Marcatura OEM/ODM, se richiesta
- Imballaggio protettivo
- Ispezione finale a campione basata sui lotti
La confezione può variare a seconda che i prodotti siano destinati a distributori, installatori di data center, canali di vendita al dettaglio o clienti OEM.
Perché la capacità produttiva è importante
A questo punto, i lettori dovrebbero rendersi conto che un cavo di collegamento non è un semplice componente di assemblaggio, bensì il risultato di:
- Attrezzature automatizzate e precise
- Componenti per connettori di alta qualità
- Procedure standardizzate di lucidatura
- Test completi in più fasi
- Operatori qualificati e una rigorosa disciplina produttiva
È proprio qui che le fabbriche efficienti si distinguono dalle società commerciali o dalle officine a basso costo.
Yingfeng opera come produttore completamente integrato con capacità interne complete; disponiamo di 16 linee di produzione dedicate ai cavi di collegamento, supportate da tecnici esperti, attrezzature automatizzate e un rigoroso sistema di gestione della qualità. Il nostro stabilimento produce oltre 1.000.000 di cavi di collegamento al mese, che comprendono modelli monomodali, multimodali, simplex, duplex e varie specifiche personalizzate.
Considerazioni finali
Un cavo di collegamento in fibra ottica ad alte prestazioni è il risultato di una progettazione accurata e di un rigoroso controllo dei processi in ogni fase, dal taglio del cavo al collaudo 3D delle estremità. Quando il flusso di lavoro produttivo è standardizzato e le attrezzature sono sottoposte a una corretta manutenzione, le prestazioni ottenute risultano costanti, stabili e affidabili.
Comprendere come viene realizzato un cavo di collegamento aiuta gli acquirenti a valutare i fornitori in modo più accurato e a scegliere partner a lungo termine in grado di garantire la qualità anche in presenza di grandi volumi di produzione.