Производство высокопроизводительного оптоволоконного патч-корда требует гораздо большего, чем просто сборка разъема на кабеле. За каждым стабильным значением вносимых потерь, каждым чистым торцом и каждым надежным соединением стоит длинная цепочка точных процессов, специализированного оборудования и строгого контроля качества.
В этой статье мы расскажем вам о процессе производства стандартных оптоволоконных патч-кордов — от резки до окончательного тестирования — на основе реальных производственных практик. Это поможет клиентам понять, откуда действительно берется качество патч-кордов и почему так важно выбрать надежного производителя.
ОГЛАВЛЕНИЕ
Полный обзор производственного процесса
Производство оптоволоконных патч-кордов осуществляется в соответствии с высокостандартизированным и повторяемым рабочим процессом. Несмотря на то, что продукты могут различаться (одномодовые, многомодовые, симплексные, дуплексные), основной процесс остается неизменным.
Полный рабочий процесс обычно включает в себя:
- Перерезание кабеля
- Предварительная сборка
- Зачистка и очистка волокон
- Дозирование клея и установка зажимов
- Отверждение зажимной втулки
- Сборка соединителя
- Обжим
- Многоступенчатая полировка
- Трехэтапное тестирование производительности
- Маркировка и упаковка
Это видео дает общее представление о том, как на нашем заводе производятся оптоволоконные патч-корды. Полное пошаговое описание процесса и подробные объяснения каждого этапа см. в разделах ниже.
1. Резка кабеля

Производственный цикл начинается с автоматической резки кабеля. Точность резки имеет решающее значение не только для соответствия требованиям заказчика, но и для обеспечения постоянного уровня вносимых потерь между соединенными патч-кордами.
Ключевые моменты процесса:
- Автоматические режущие станки обеспечивают стабильный допуск по длине
- Кевларовая/арамидная нить остается неповрежденной после разрезания
- Внешняя оболочка кабеля не деформируется и не сдавливается режущим механизмом
По сравнению с ручной резкой, автоматизированная резка обеспечивает более высокую стабильность качества тысяч единиц продукции и снижает влияние человеческого фактора — одно из основных условий крупносерийного производства.
2. Предварительная сборка

Перед началом процесса зачистки необходимо предварительно собрать несколько компонентов разъема на кабеле. Этот этап включает в себя установку скользящих деталей, таких как разъемный кожух, компоненты для снятия натяжения и зажимы для обозначения полярности (маркеры A/B) на кабеле в правильном порядке.
3. Зачистка и очистка волокон

После обрезки кабель поступает на один из самых деликатных этапов: зачистка.
Этот шаг включает в себя:
- Снятие внешней оболочки
- Обрезка арамидной нити
- Снятие волокнистого покрытия
- Очистка голого волокна изопропиловым спиртом
Почему этот шаг важен:
- Любые микроповреждения на голом волокне повлияют на вставку феррулы.
- Остатки покрытия или загрязнения приводят к образованию пузырьков во время отверждения.
- Чистые поверхности волокон обеспечивают надлежащую прочность клеевого соединения.
Контролируемый процесс снятия изоляции предотвращает появление микротрещин и загрязнение, что напрямую определяет долгосрочную стабильность готового патч-корда.
4. Нанесение клея и установка наконечника
Нанесение клея и установка наконечника являются одними из самых технически сложных этапов, поскольку они напрямую влияют на:
- Центрирование волокон
- Вносимые потери
- Возвратные потери
- Долговременная прочность сцепления
В условиях массового производства автоматические дозирующие машины для клея гарантируют, что на каждую втулку наносится точное количество эпоксидной смолы — без перелива и без недостатка. Слишком большое количество эпоксидной смолы затрудняет полировку, а слишком малое — влияет на структурную стабильность.
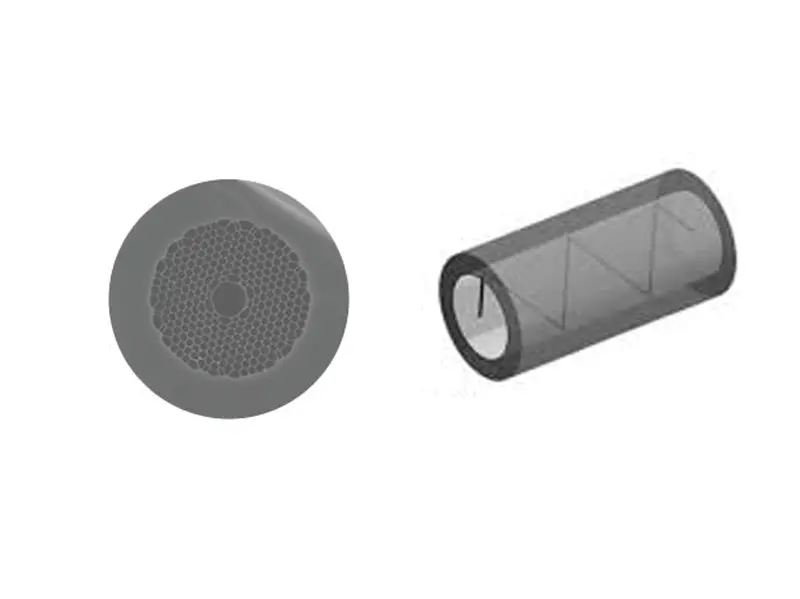
После размотки оболочка оптоволокна аккуратно вставляется в керамический наконечник. Очень важно контролировать центрирование оптоволокна внутри наконечника: даже небольшая эксцентричность увеличит вносимые потери.
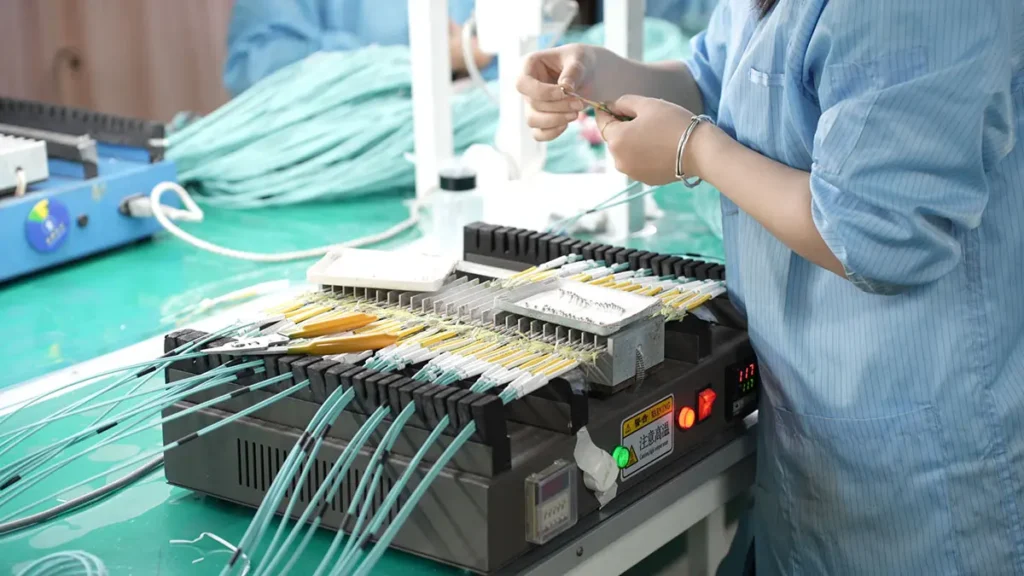
Затем сборки с наконечниками помещаются в сушильные стеллажи, как правило, с использованием печей с регулируемой температурой, чтобы избежать образования внутренних пузырьков и обеспечить полную полимеризацию.
5. Узел соединителя
После отвердевания зажимов операторы приступают к сборке компонентов разъема. Несмотря на различия в типах разъемов (SC, LC, FC, ST и т. д.), общая логика сборки схожа:
- Весенняя установка
- Выравнивание заглушки
- Сборка корпуса
- Размещение защелки/клипсы
- Установка металлических деталей (если применимо)
Этот шаг часто недооценивают, но он играет важную роль в:
- Долговечность при длительном подключении/отключении
- Стабильность обратного пути феррулы
- Кабельная разгрузка натяжения
На заводах, которые производят собственные компоненты соединителей (такие как корпуса, чехлы, пружины и металлические детали), качество контролируется еще лучше, что многие торговые компании не могут гарантировать.
6. Обжим
Обжим фиксирует кабель и буферные слои к корпусу разъема. Правильный обжим обеспечивает:
- Сильная тяговая сила
- Защита внутреннего волокна
- Структурная стабильность при многократной обработке
Прецизионные обжимные машины помогают поддерживать однородность и снижают вероятность появления микроизгибов или точек напряжения, которые могут привести к скрытым неисправностям в дальнейшем использовании.
Плохое обжимное соединение — одна из наиболее распространенных причин периодических сбоев в работе некачественных патч-кордов — еще одна причина, по которой стабильность производства имеет решающее значение.
7. Четырехэтапная полировка
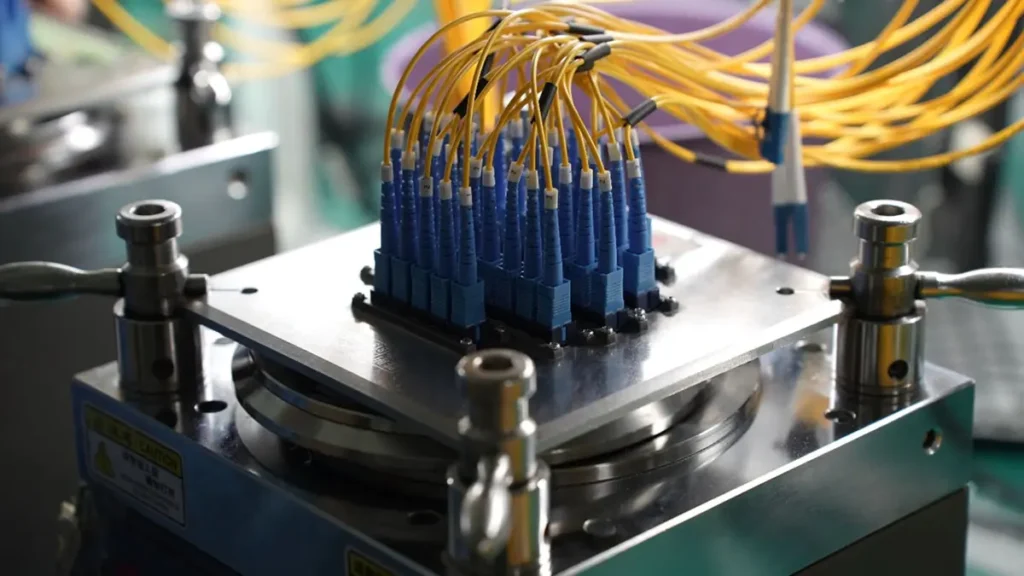
Полировка является основным этапом производства патч-кордов. Чистая, без дефектов, правильно изогнутая торцевая поверхность существенно влияет на вносимые потери и обратные потери.
Типичная четырехэтапная последовательность полировки включает в себя:
- Пленка 30 мкм – удаление эпоксидной смолы
- Пленка 9 мкм – грубая полировка
- Пленка 1 мкм – тонкая полировка
- Пленка ADS – окончательная зеркальная отделка
Во время полировки заводы строго контролируют:
- Давление
- Время
- Состояние полировальной пленки
- Вращение втулки
- Тип и плоскостность подложки
Правильно отполированная торцевая поверхность должна соответствовать трем основным требованиям:
- Без царапин, вмятин и мусора
- Правильный радиус кривизны торцевой поверхности
- Правильное смещение вершины и высота волокна
Хорошо налаженные заводы поддерживают вносимые потери ≤ 0,2 дБ и стабильные обратные потери во всех производственных партиях благодаря контролируемым процедурам полировки и постоянной калибровке оборудования.
8. Трехэтапное тестирование качества
Хороший патч-корд не “изготавливается”; он проверенный на практике. Заводы высокого уровня проводят три обязательных этапа тестирования перед утверждением.

а. Осмотр торцевой поверхности
Проверка с помощью микроскопа:
- Царапины
- Чипсы
- Трещины
- Остатки эпоксидной смолы
- Подрезка или выпячивание волокна
Для разъемов APC также проверяется качество угла.
б. Тестирование производительности IL/RL
Автоматические испытательные станции измеряют:
- Вносимые потери (IL)
- Возвратные потери (RL)
Типичные требования для одномодового режима:
- IL ≤ 0,2 дБ
- RL ≥ 50 дБ для UPC
- RL ≥ 60 дБ для APC
Многорежимные значения могут варьироваться, но остаются под строгим контролем.
c. Тестирование с помощью 3D-интерферометра
Не все заводы проводят 3D-тестирование, но ведущие производители это делают.
Этот тест проверяет:
- Смещение вершины
- Радиус кривизны
- Высота волокна
Соблюдение стандартов GR-326 обеспечивает долгосрочную стабильность работы, особенно для приложений центров обработки данных.
9. Процесс доработки
Любой разъем, не прошедший испытания, попадает в цикл доработки:
- Разбирать
- Повторное расщепление / повторная полировка / повторное склеивание
- Повторное тестирование
Эта строгая политика переработки гарантирует, что к клиентам попадают только полностью соответствующие требованиям продукты. На многих заводах изделия, не прошедшие первичную проверку, просто выбрасываются; в эффективной производственной среде они тщательно перерабатываются для обеспечения стабильного качества.
10. Маркировка, упаковка и окончательная доставка
Перед отправкой патч-корды проходят:
- Маркировка в соответствии с требованиями заказчика
- Маркировка OEM/ODM при необходимости
- Защитная упаковка
- Окончательный выборочный контроль партии
Упаковка может варьироваться в зависимости от того, поставляются ли продукты дистрибьюторам, установщикам центров обработки данных, розничным каналам или OEM-клиентам.
Почему производственные возможности имеют значение
На этом этапе читатели должны понять, что патч-корд — это не простой сборочный элемент, а результат:
- Автоматизированное и точное оборудование
- Высококачественные компоненты соединителей
- Стандартизированные процедуры полирования
- Комплексное многоэтапное тестирование
- Квалифицированные операторы и строгая производственная дисциплина
Именно в этом заключается отличие способных фабрик от торговых компаний или недорогих мастерских.
Yingfeng работает как полностью интегрированный производитель с полным набором внутренних возможностей. Мы эксплуатируем 16 специализированных линий по производству патч-кордов, которые обслуживаются опытными техническими специалистами, автоматизированным оборудованием и строгой системой управления качеством. Наш завод производит более 1 000 000 патч-кордов в месяц, включая одномодовые, многомодовые, симплексные, дуплексные и различные индивидуальные спецификации.
Заключительные размышления
Высокопроизводительный оптоволоконный патч-корд — это результат точной инженерной работы и строгого контроля процесса на каждом этапе — от резки кабеля до 3D-тестирования торцевой поверхности. Когда производственный процесс стандартизирован, а оборудование находится в хорошем состоянии, конечный результат отличается стабильностью, надежностью и постоянством.
Понимание того, как изготавливается патч-корд, помогает покупателям более точно оценивать поставщиков и выбирать долгосрочных партнеров, способных поддерживать качество при больших объемах производства.