Produzindo um produto de alto desempenho cabo de conexão de fibra óptica requer muito mais do que a montagem de um conector em um cabo. Por trás de cada valor estável de perda de inserção, de cada extremidade limpa e de cada conexão confiável, há uma longa cadeia de processos precisos, equipamentos especializados e controle de qualidade rigoroso.
Neste artigo, nós o orientamos no processo de fabricação de patch cords de fibra óptica padrão, desde o corte até o teste final, com base inteiramente em práticas reais de fábrica. Isso ajuda os clientes a entender de onde realmente vem a qualidade dos cabos de conexão e por que é importante escolher um fabricante competente.
ÍNDICE DE CONTEÚDO
Visão geral do fluxo de trabalho de produção completo
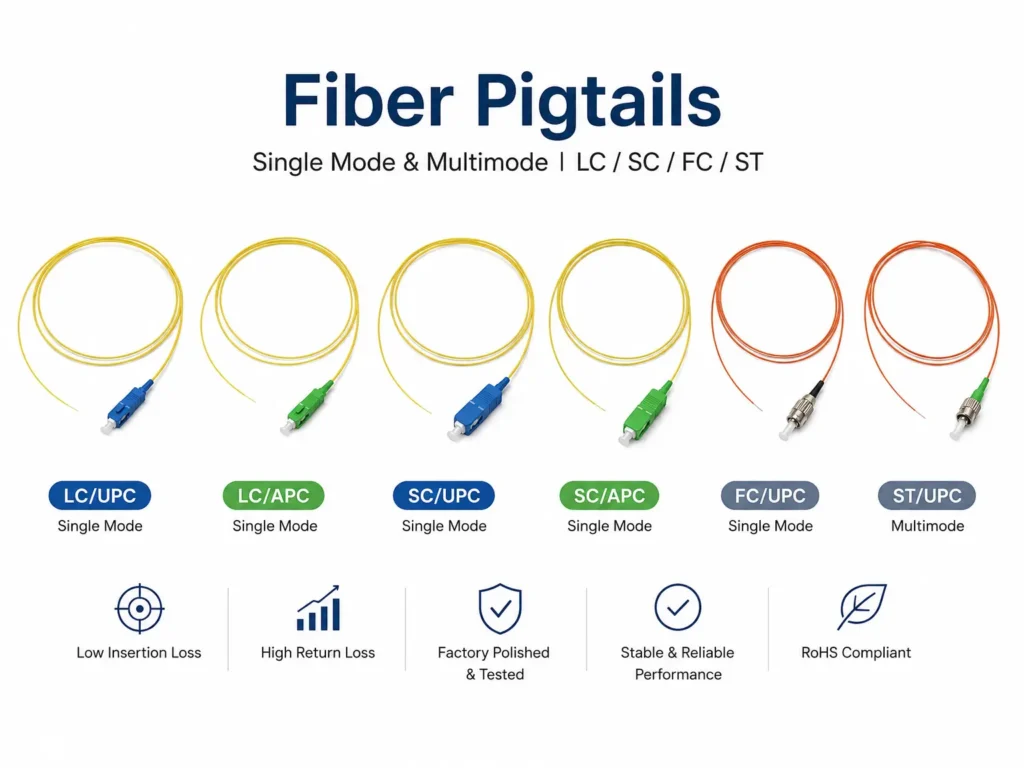
A fabricação de cabos de conexão de fibra óptica segue um fluxo de trabalho altamente padronizado e repetível. Embora os produtos possam variar - monomodo, multimodo, simplex, duplex - o processo principal permanece consistente.
Em geral, o fluxo de trabalho completo inclui:
- Corte de cabos
- Pré-montagem
- Remoção e limpeza de fibras
- Distribuição de cola e inserção de ponteira
- Cura do ferrolho
- Montagem do conector
- Crimpagem
- Polimento em várias etapas
- Teste de desempenho em três estágios
- Etiquetagem e embalagem
Este vídeo oferece uma visão geral de como os patch cords de fibra óptica são produzidos em nossa fábrica. Para ver o processo passo a passo completo e as explicações detalhadas de cada etapa, consulte as seções abaixo.
1. Corte de cabos

O ciclo de produção começa com o corte automatizado dos cabos. A precisão do corte é fundamental, não apenas para atender às especificações do cliente, mas também para garantir uma perda de inserção consistente entre patch cords emparelhados.
Principais pontos do processo:
- As máquinas de corte automáticas garantem uma tolerância de comprimento estável
- O fio de kevlar/aramida permanece intacto após o corte
- A capa externa do cabo não é deformada ou pressionada pelo mecanismo de corte
Em comparação com o corte manual, o corte automatizado melhora a consistência em milhares de unidades e reduz a variação relacionada ao homem - um dos fundamentos da fabricação de alto volume.
2. Pré-montagem

Antes de iniciar o processo de decapagem, vários componentes do conector devem ser pré-montados no cabo. Essa etapa inclui o deslizamento de peças como a capa do conector, os componentes de alívio de tensão e os clipes de identificação de polaridade (marcadores A/B) no cabo na ordem correta.
3. Decapagem e limpeza de fibras

Após o corte, o cabo entra em uma das etapas mais delicadas: a decapagem.
Essa etapa inclui:
- Remoção da jaqueta externa
- Corte de fios de aramida
- Remoção do revestimento de fibra
- Limpeza da fibra nua com álcool isopropílico
Por que essa etapa é importante:
- Qualquer microdano na fibra nua afetará a inserção do ferrolho
- O revestimento residual ou a contaminação causam bolhas durante a cura
- Superfícies de fibra limpas permitem a resistência adequada da colagem
Um fluxo de trabalho de decapagem controlado evita microfissuras e contaminação, determinando diretamente a estabilidade de longo prazo do patch cord acabado.
4. Aplicação de cola e inserção do ferrolho
A distribuição de cola e a inserção do ferrolho estão entre as etapas mais técnicas porque influenciam diretamente:
- Centragem de fibras
- Perda de inserção
- Perda de retorno
- Força de adesão de longo prazo
Em ambientes de produção em massa, as máquinas automáticas de distribuição de cola garantem que cada ponteira receba a quantidade correta de epóxi - sem transbordamento, sem falta. O excesso de epóxi causa dificuldades de polimento; a falta de epóxi afeta a estabilidade estrutural.
Após a dispensação, a fibra decapada é cuidadosamente inserida no ferrolho de cerâmica. O controle da centralização da fibra dentro do ferrolho é essencial: mesmo uma pequena excentricidade aumentará a perda de inserção.
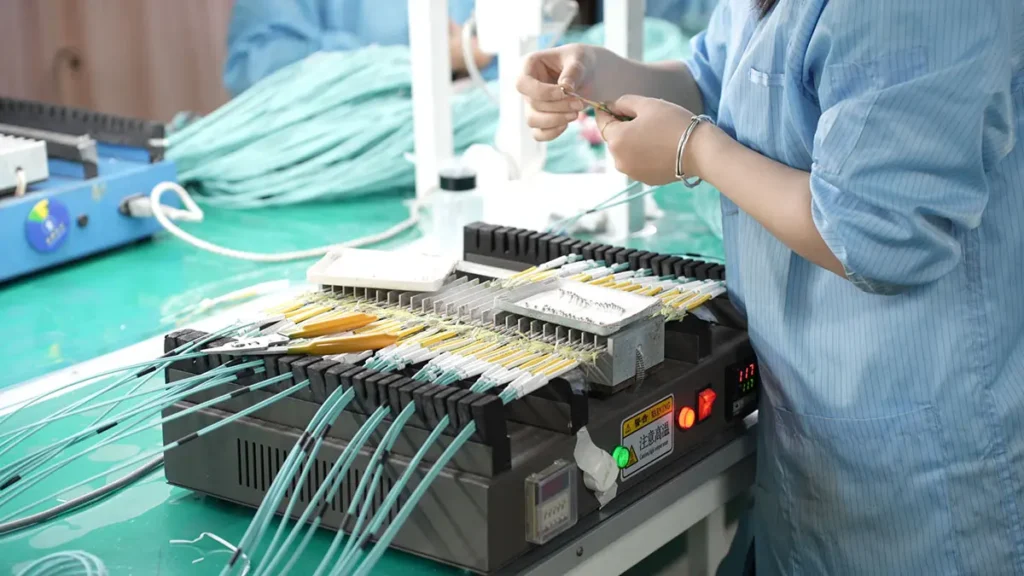
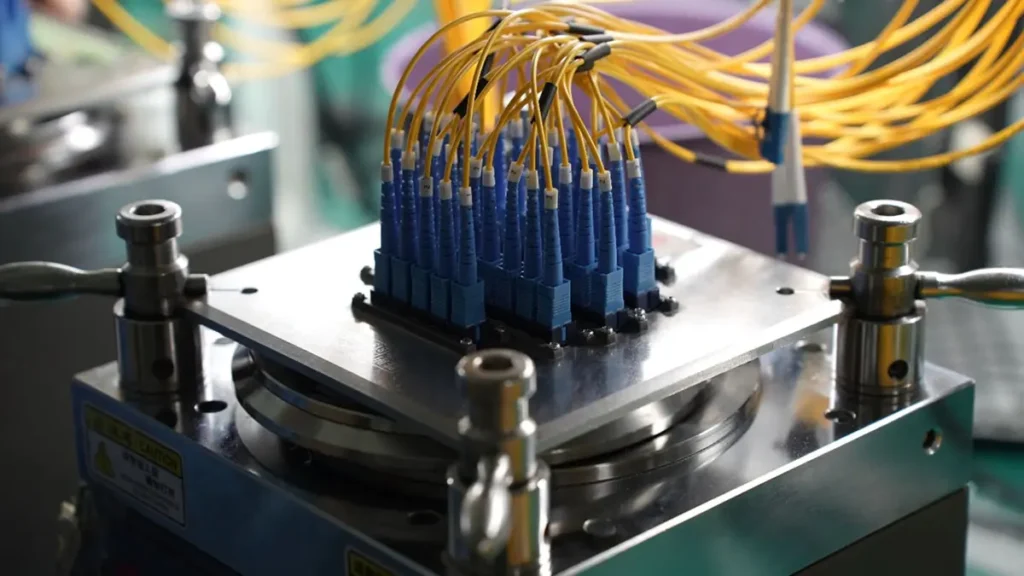
Os conjuntos de ponteiras são então colocados em racks de cura, normalmente usando fornos de temperatura controlada para evitar bolhas internas e garantir a polimerização completa.
5. Montagem do conector
Depois que as ponteiras são curadas, os operadores começam a montar os componentes do conector. Embora os tipos de conectores sejam diferentes - SC, LC, FC, ST, etc. - a lógica geral de montagem é semelhante:
- Instalação da mola
- Alinhamento da bota do ferrolho
- Conjunto do compartimento
- Posicionamento da trava/clipe
- Instalação de peças metálicas (se aplicável)
Essa etapa é frequentemente subestimada, mas desempenha um papel importante:
- Durabilidade de longo prazo do plugue/desplugue
- Estabilidade do caminho de retorno do ferrolho
- Alívio de tensão do cabo
Para as fábricas que produzem seus próprios componentes de conectores (como carcaças, botas, molas e peças metálicas), a consistência é ainda mais bem controlada - algo que muitas empresas comerciais não podem garantir.
6. Crimpagem
A crimpagem prende as camadas do cabo e do buffer ao corpo do conector. Uma crimpagem adequada proporciona:
- Forte força de tração
- Proteção para a fibra interna
- Estabilidade estrutural durante o manuseio repetido
As máquinas de crimpagem de precisão ajudam a manter a uniformidade e reduzem a chance de microfissuras ou pontos de tensão que podem causar falhas ocultas posteriormente durante o uso.
Uma crimpagem ruim é um dos motivos mais comuns de falhas intermitentes em patch cords de baixa qualidade - outro motivo pelo qual a consistência da fabricação é fundamental.
7. Polimento em quatro etapas
O polimento é o coração da fabricação de cabos de conexão. Uma superfície de extremidade limpa, sem defeitos e adequadamente curvada influencia drasticamente a perda de inserção e a perda de retorno.
Uma sequência típica de polimento em quatro etapas inclui:
- Filme de 30 μm - remoção de epóxi
- Filme de 9 μm - polimento grosso
- Filme de 1 μm - polimento fino
- Filme ADS - acabamento final espelhado
Durante o polimento, as fábricas fazem um controle rigoroso:
- Pressão
- Tempo
- Condição do filme de polimento
- Rotação do ferrolho
- Tipo e planicidade da almofada
Uma face de extremidade adequadamente polida deve atender a três requisitos principais:
- Sem arranhões, buracos ou detritos
- Raio de curvatura correto da face final
- Deslocamento adequado do ápice e altura da fibra
Fábricas bem estabelecidas mantêm a perda de inserção ≤ 0,2 dB e a perda de retorno estável em cada lote de produção, graças aos procedimentos de polimento controlados e à calibração contínua dos equipamentos.
8. Teste de qualidade em três estágios
Um bom patch cord não é “fabricado”; ele é testado na existência. As fábricas de alto nível realizam três etapas obrigatórias de testes antes da aprovação.

a. Inspeção da superfície da extremidade
Usar um microscópio para verificar:
- Arranhões
- Batatas fritas
- Rachaduras
- Resíduos de epóxi
- Corte ou protrusão da fibra
Para conectores APC, a qualidade do ângulo também é examinada.
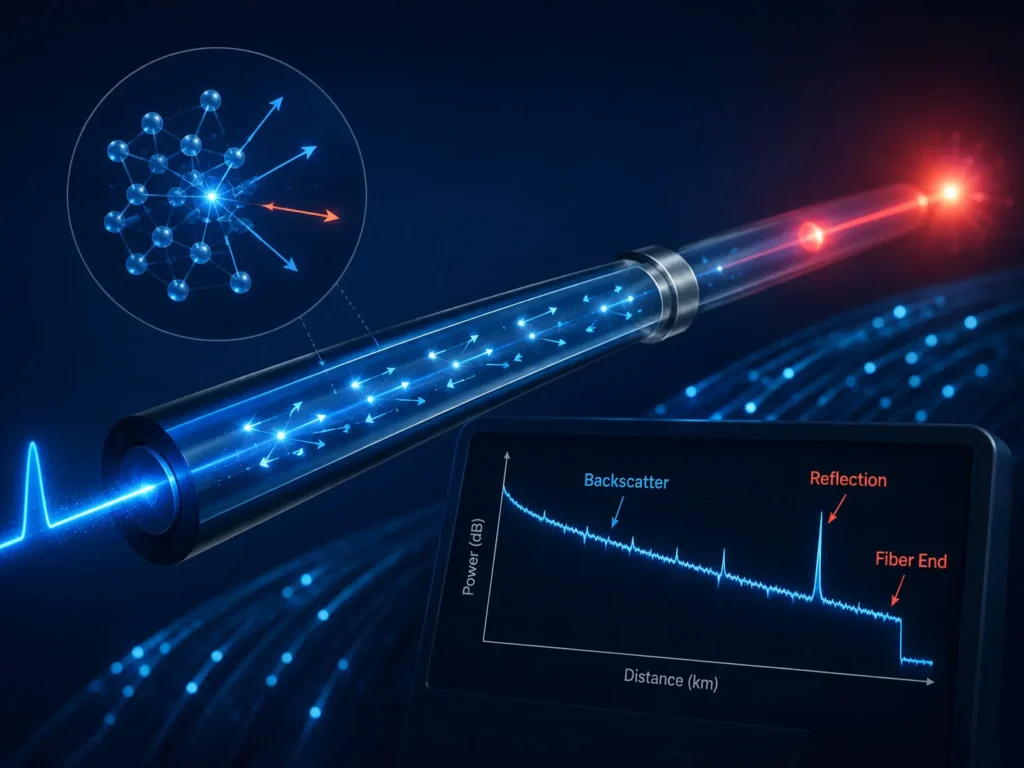
b. Teste de desempenho IL/RL
As estações de teste automáticas medem:
- Perda de inserção (IL)
- Perda de retorno (RL)
Requisitos típicos para modo único:
- IL ≤ 0,2 dB
- RL ≥ 50 dB para UPC
- RL ≥ 60 dB para APC
Os valores multimodo podem variar, mas permanecem rigorosamente controlados.
c. Teste de interferômetro 3D
Nem todas as fábricas realizam testes 3D, mas os fabricantes de primeira linha o fazem.
Esse teste verifica:
- Compensação Apex
- Raio de curvatura
- Altura da fibra
A adesão aos padrões GR-326 garante estabilidade de desempenho a longo prazo, especialmente para aplicativos de data center.
9. Processo de retrabalho
Qualquer conector que não passe no teste entra em um ciclo de retrabalho:
- Desmontar
- Re-esculpir / re-polir / re-colar
- Reteste
Essa política rigorosa de retrabalho garante que somente produtos em total conformidade cheguem aos clientes. Em muitas fábricas, os itens que falham na primeira vez são simplesmente descartados; em um ambiente de fabricação capacitado, eles são cuidadosamente reprocessados para preservar a consistência.
10. Etiquetagem, embalagem e entrega final
Antes do envio, os patch cords são submetidos a testes:
- Etiquetagem de acordo com as especificações do cliente
- Marcação OEM/ODM, se necessário
- Embalagem protetora
- Controle de amostragem final baseado em lote
A embalagem pode variar dependendo se os produtos são destinados a distribuidores, instaladores de data center, canais de varejo ou clientes OEM.
Por que a capacidade de fabricação é importante
Neste ponto, os leitores devem perceber que um patch cord não é um item de montagem simples - é o resultado de:
- Equipamentos automatizados e precisos
- Componentes de conectores de alta qualidade
- Procedimentos padronizados de polimento
- Teste abrangente em vários estágios
- Operadores qualificados e disciplina de produção rigorosa
É nesse ponto que as fábricas capacitadas se diferenciam das empresas comerciais ou das oficinas de baixo custo.
A Yingfeng opera como um fabricante totalmente integrado, com recursos internos completos, operando 16 linhas de produção de patch cord dedicadas, apoiadas por técnicos experientes, equipamentos automatizados e um rigoroso sistema de gerenciamento de qualidade. Nossa fábrica produz mais de 1.000.000 de patch cords por mês, abrangendo monomodo, multimodo, simplex, duplex e várias especificações personalizadas.
Considerações finais
Um patch cord de fibra óptica de alto desempenho é o resultado de uma engenharia precisa e de um controle rigoroso do processo em todos os estágios, desde o corte do cabo até o teste 3D da extremidade. Quando o fluxo de trabalho de fabricação é padronizado e o equipamento é bem conservado, o desempenho resultante é consistente, estável e confiável.
Entender como um cordão de remendo é fabricado ajuda os compradores a avaliar os fornecedores com mais precisão e a escolher parceiros de longo prazo que possam manter a qualidade em grandes volumes de produção.