Produire un produit performant cordon de raccordement en fibre optique ne se limite pas à l'assemblage d'un connecteur sur un câble. Derrière chaque valeur de perte d'insertion stable, chaque face d'extrémité propre et chaque connexion fiable se cache une longue chaîne de processus précis, d'équipements spécialisés et de contrôles de qualité stricts.
Dans cet article, nous vous guidons à travers le processus de fabrication des cordons de raccordement à fibre optique standard, de la découpe aux tests finaux, en nous basant entièrement sur les pratiques réelles en usine. Cela aide les clients à comprendre d'où vient réellement la qualité des cordons de raccordement et pourquoi il est important de choisir un fabricant compétent.
TABLE DES MATIÈRES
Aperçu complet du flux de production
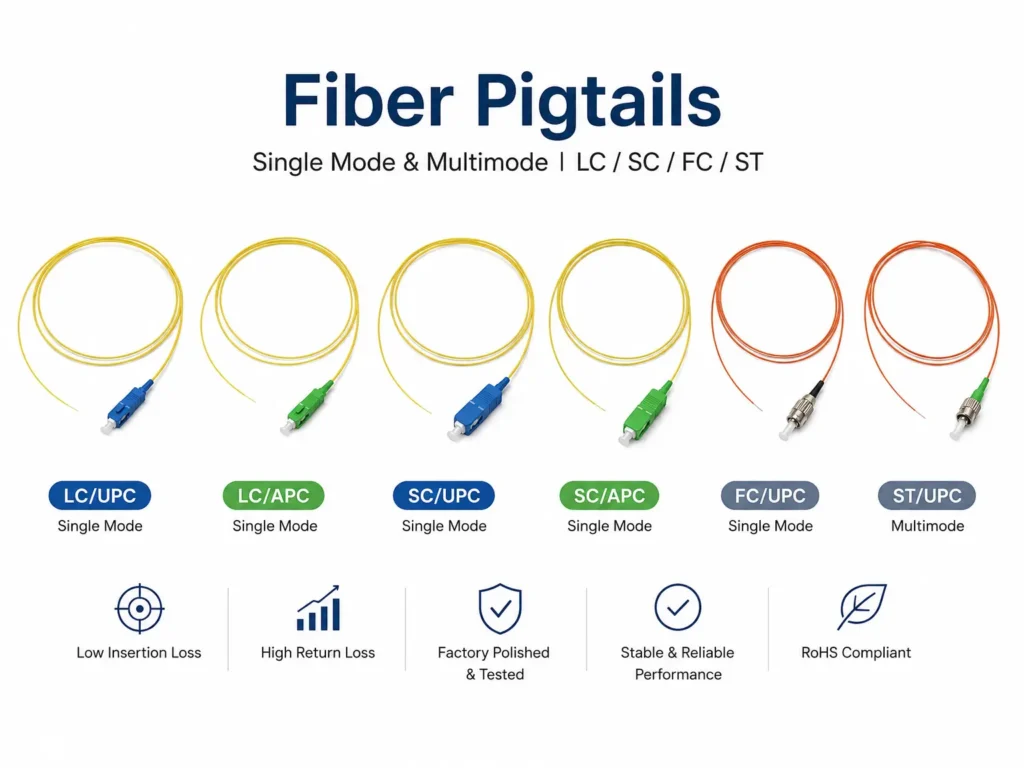
La fabrication des cordons de raccordement à fibre optique suit un processus hautement standardisé et reproductible. Bien que les produits puissent varier (monomode, multimode, simplex, duplex), le processus de base reste le même.
Le flux de travail complet comprend généralement :
- Coupe de câbles
- Pré-assemblage
- Dénudage et nettoyage des fibres
- Distribution de colle et insertion de ferrules
- Durcissement des ferrules
- Assemblage de connecteur
- Sertissage
- Polissage en plusieurs étapes
- Test de performance en trois étapes
- Étiquetage et emballage
Cette vidéo donne un aperçu général de la façon dont les cordons de raccordement à fibre optique sont fabriqués dans notre usine. Pour connaître toutes les étapes du processus et obtenir des explications détaillées sur chacune d'entre elles, veuillez vous reporter aux sections ci-dessous.
1. Coupure de câble

Le cycle de production commence par la découpe automatisée des câbles. La précision de la découpe est cruciale, non seulement pour répondre aux spécifications des clients, mais aussi pour garantir une perte d'insertion constante entre les cordons de raccordement appariés.
Points clés du processus :
- Les machines de découpe automatiques garantissent une tolérance de longueur stable.
- Le fil Kevlar/aramide reste intact après avoir été coupé.
- La gaine extérieure du câble n'est pas déformée ni pressée par le mécanisme de coupe.
Par rapport à la découpe manuelle, la découpe automatisée améliore la cohérence sur des milliers d'unités et réduit les variations liées à l'intervention humaine, l'un des principes fondamentaux de la fabrication à grand volume.
2. Pré-assemblage

Avant de commencer le processus de dénudage, plusieurs composants du connecteur doivent être préassemblés sur le câble. Cette étape consiste à glisser des pièces telles que le capuchon du connecteur, les composants anti-traction et les clips d'identification de polarité (marqueurs A/B) sur le câble dans le bon ordre.
3. Dénudage et nettoyage des fibres

Après la coupe, le câble entre dans l'une des étapes les plus délicates : le dénudage.
Cette étape comprend :
- Retrait de la gaine extérieure
- Coupe de fil d'aramide
- Décapage du revêtement en fibre
- Nettoyage de la fibre nue à l'alcool isopropylique
Pourquoi cette étape est-elle importante ?
- Tout micro-endommagement de la fibre nue affectera l'insertion de la ferrule.
- Les résidus de revêtement ou la contamination entraînent la formation de bulles pendant le durcissement.
- Les surfaces propres des fibres permettent une bonne adhérence de la colle.
Un processus de dénudage contrôlé empêche les microfissures et la contamination, déterminant directement la stabilité à long terme du cordon de raccordement fini.
4. Distribution de colle et insertion de ferrules
La distribution de colle et l'insertion des ferrules comptent parmi les étapes les plus techniques, car elles ont une influence directe sur :
- Centrage des fibres
- Perte d'insertion
- Perte de retour
- Résistance à long terme des joints
Dans les environnements de production de masse, des machines automatiques de distribution de colle garantissent que chaque ferrule reçoit la quantité correcte d'époxy, sans débordement ni manque. Une quantité excessive d'époxy rend le polissage difficile, tandis qu'une quantité insuffisante affecte la stabilité structurelle.
Après la distribution, la fibre dénudée est soigneusement insérée dans la ferrule en céramique. Il est essentiel de contrôler le centrage de la fibre à l'intérieur de la ferrule : même une légère excentricité augmentera la perte d'insertion.
Les assemblages de viroles sont ensuite placés dans des étagères de polymérisation, généralement dans des fours à température contrôlée afin d'éviter la formation de bulles internes et d'assurer une polymérisation complète.
5. Assemblage du connecteur
Une fois les ferrules durcies, les opérateurs commencent à assembler les composants du connecteur. Bien que les types de connecteurs diffèrent (SC, LC, FC, ST, etc.), la logique d'assemblage générale est similaire :
- Installation au printemps
- Alignement du capuchon de ferrule
- Assemblage de logement
- Emplacement du loquet/clip
- Installation des pièces métalliques (le cas échéant)
Cette étape est souvent sous-estimée, mais elle joue un rôle majeur dans :
- Durabilité à long terme des branchements/débranchements
- Stabilité du chemin de retour de la virole
- Serre-câble
Pour les usines qui produisent leurs propres composants de connecteurs (tels que les boîtiers, les capuchons, les ressorts et les pièces métalliques), la cohérence est encore mieux contrôlée, ce que de nombreuses sociétés commerciales ne peuvent garantir.
6. Sertissage
Le sertissage fixe le câble et les couches tampons au corps du connecteur. Un sertissage correct offre :
- Forte force de traction
- Protection pour la fibre interne
- Stabilité structurelle lors de manipulations répétées
Les machines à sertir de précision permettent de maintenir l'uniformité et de réduire le risque de micro-flexion ou de points de tension pouvant entraîner des défaillances cachées ultérieurement lors de l'utilisation.
Un mauvais sertissage est l'une des causes les plus courantes de pannes intermittentes dans les cordons de raccordement de mauvaise qualité, ce qui explique également pourquoi la cohérence de la fabrication est essentielle.
7. Polissage en quatre étapes
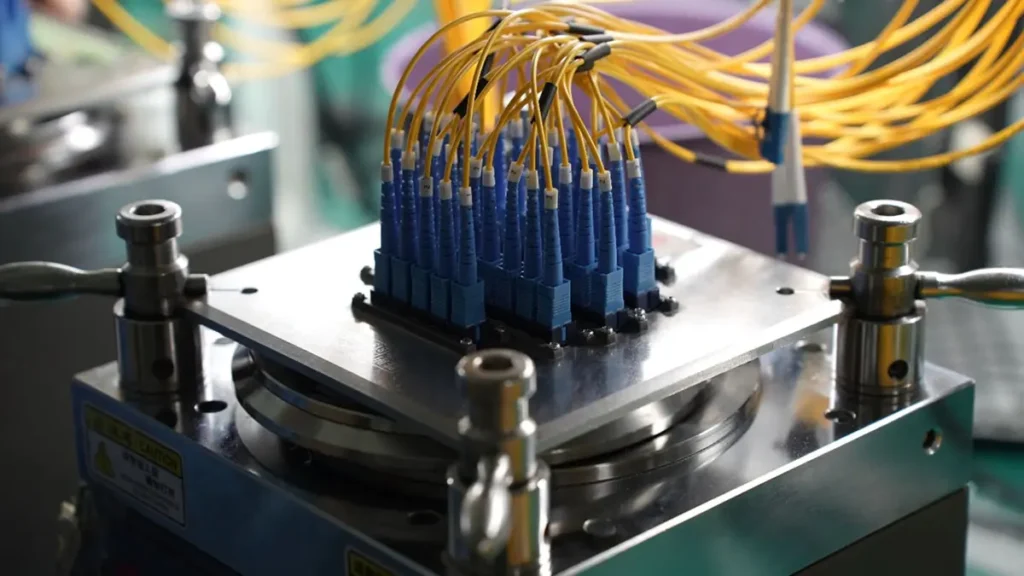
Le polissage est au cœur de la fabrication des cordons de raccordement. Une extrémité propre, sans défaut et correctement courbée influence considérablement la perte d'insertion et la perte de retour.
Une séquence de polissage typique en quatre étapes comprend :
- Film de 30 μm – élimination de l'époxy
- Film de 9 μm – polissage grossier
- Film de 1 μm – polissage fin
- Film ADS – finition miroir finale
Pendant le polissage, les usines contrôlent rigoureusement :
- Pression
- Temps
- État du film de polissage
- Rotation de la virole
- Type et planéité du patin
Une face d'extrémité correctement polie doit répondre à trois exigences clés :
- Pas de rayures, de piqûres ou de débris
- Rayon de courbure correct de la face frontale
- Décalage correct de l'apex et hauteur de la fibre
Les usines bien établies maintiennent une perte d'insertion ≤ 0,2 dB et une perte de retour stable pour chaque lot de production, grâce à des procédures de polissage contrôlées et à un étalonnage continu des équipements.
8. Contrôle qualité en trois étapes
Un bon cordon de raccordement n'est pas “ fabriqué ” ; il est testé jusqu'à son existence. Les usines de haut niveau effectuent trois étapes de test obligatoires avant l'homologation.

a. Inspection de la face frontale
Utilisation d'un microscope pour vérifier :
- Éraflures
- Chips
- Fissures
- Résidus d'époxy
- Fibre coupée ou protubérance
Pour les connecteurs APC, la qualité de l'angle est également examinée.
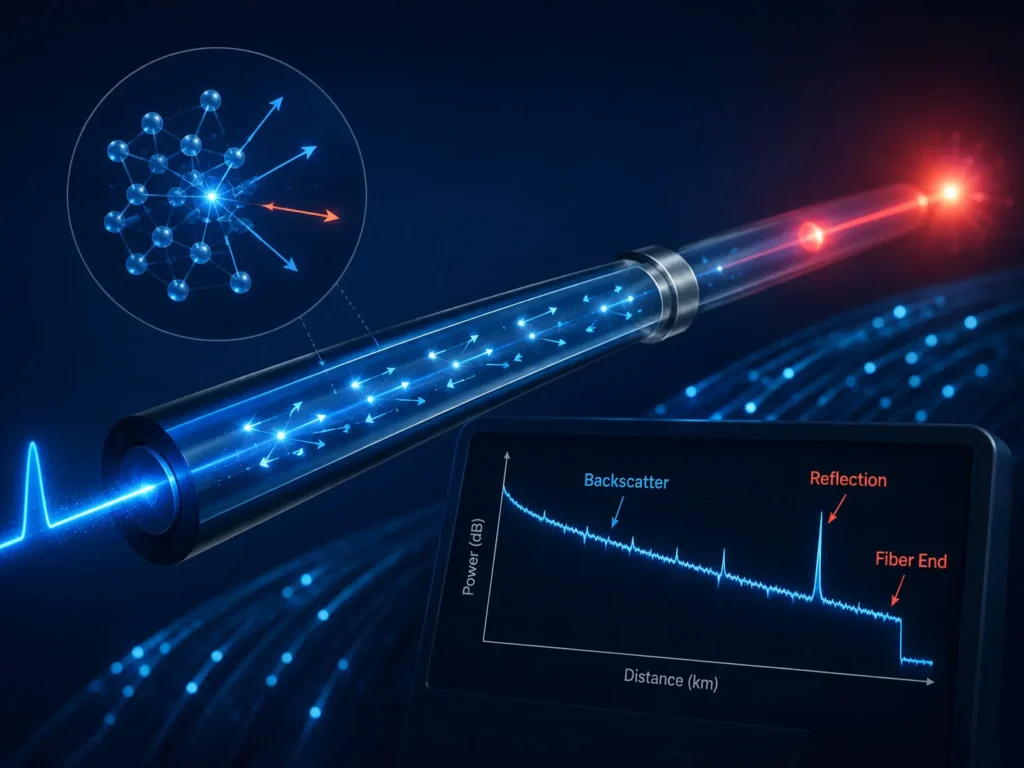
b. Tests de performance IL/RL
Les stations de test automatiques mesurent :
- Perte d'insertion (IL)
- Perte de retour (RL)
Exigences types pour le mode unique :
- IL ≤ 0,2 dB
- RL ≥ 50 dB pour UPC
- RL ≥ 60 dB pour APC
Les valeurs multimodes peuvent varier, mais restent étroitement contrôlées.
c. Essais à l'interféromètre 3D
Toutes les usines ne procèdent pas à des tests 3D, mais les fabricants de premier plan le font.
Ce test vérifie :
- Décalage de l'apex
- Rayon de courbure
- Hauteur des fibres
Le respect des normes GR-326 garantit une stabilité des performances à long terme, en particulier pour les applications des centres de données.
9. Processus de retouche
Tout connecteur qui échoue aux tests entre dans un cycle de retouche :
- Démonter
- Recouper / repolir / recoller
- Nouveau test
Cette politique stricte de retouche garantit que seuls les produits entièrement conformes parviennent aux clients. Dans de nombreuses usines, les articles qui échouent lors du premier contrôle sont simplement jetés ; dans un environnement de fabrication performant, ils sont soigneusement retraités afin de préserver leur cohérence.
10. Étiquetage, emballage et livraison finale
Avant leur expédition, les cordons de raccordement sont soumis à :
- Étiquetage selon les spécifications du client
- Marquage OEM/ODM si nécessaire
- Emballage protecteur
- Contrôle final par échantillonnage par lot
L'emballage peut varier selon que les produits sont destinés à des distributeurs, à des installateurs de centres de données, à des canaux de vente au détail ou à des clients OEM.
Pourquoi la capacité de fabrication est-elle importante ?
À ce stade, les lecteurs devraient comprendre qu'un cordon de raccordement n'est pas un simple élément d'assemblage, mais le résultat :
- Équipement automatisé et précis
- Composants de connecteurs de haute qualité
- Procédures de polissage normalisées
- Tests complets en plusieurs étapes
- Opérateurs qualifiés et discipline de production stricte
C'est là que les usines compétentes se distinguent des sociétés commerciales ou des ateliers à bas coûts.
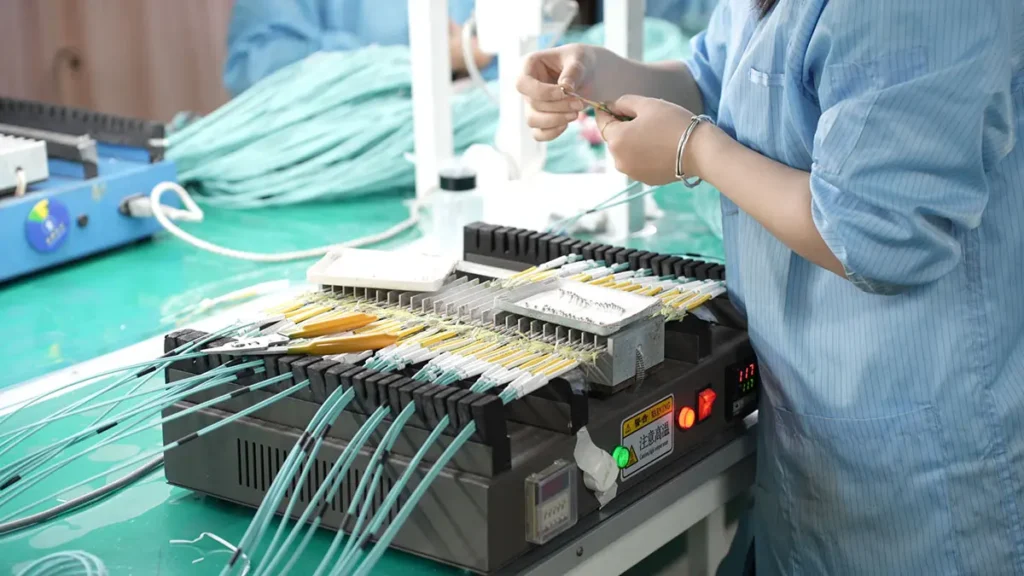
Yingfeng est un fabricant entièrement intégré disposant de capacités internes complètes. Nous exploitons 16 lignes de production dédiées aux cordons de raccordement, soutenues par des techniciens expérimentés, des équipements automatisés et un système de gestion de la qualité rigoureux. Notre usine produit plus d'un million de cordons de raccordement par mois, couvrant les spécifications monomode, multimode, simplex, duplex et diverses spécifications personnalisées.
Réflexions finales
Un cordon de raccordement à fibre optique haute performance est le résultat d'une ingénierie précise et d'un contrôle rigoureux des processus à chaque étape, de la coupe du câble aux tests 3D des extrémités. Lorsque le processus de fabrication est standardisé et que les équipements sont bien entretenus, les performances obtenues sont constantes, stables et fiables.
Comprendre comment un cordon de raccordement est fabriqué aide les acheteurs à évaluer plus précisément les fournisseurs et à choisir des partenaires à long terme capables de maintenir la qualité sur de grands volumes de production.