Die Herstellung eines leistungsstarken Glasfaser-Patchkabels erfordert weit mehr als nur die Montage eines Steckers an einem Kabel. Hinter jedem stabilen Einfügedämpfungswert, jeder sauberen Endfläche und jeder zuverlässigen Verbindung steht eine lange Kette präziser Prozesse, spezialisierter Ausrüstung und strenger Qualitätskontrollen.
In diesem Artikel führen wir Sie durch den Herstellungsprozess von Standard-Glasfaser-Patchkabeln – vom Zuschnitt bis zur Endprüfung – und stützen uns dabei ausschließlich auf reale Fabrikabläufe. So können Kunden besser verstehen, woher die Qualität von Patchkabeln wirklich kommt und warum die Wahl eines kompetenten Herstellers so wichtig ist.
INHALTSVERZEICHNIS
Vollständiger Überblick über den Produktionsworkflow
Die Herstellung von Glasfaser-Patchkabeln folgt einem hochgradig standardisierten und wiederholbaren Arbeitsablauf. Auch wenn die Produkte variieren können – Singlemode, Multimode, Simplex, Duplex –, bleibt der Kernprozess doch immer derselbe.
Der vollständige Arbeitsablauf umfasst in der Regel:
- Kabelschneiden
- Vorabmontage
- Glasfaserabisolierung und -reinigung
- Klebstoffauftrag & Ferruleneinsetzen
- Ferrulenaushärtung
- Steckverbinderbaugruppe
- Crimpen
- Mehrstufiges Polieren
- Dreistufige Leistungsprüfung
- Etikettierung und Verpackung
Dieses Video gibt einen allgemeinen Überblick über die Herstellung von Glasfaser-Patchkabeln in unserem Werk. Eine vollständige Schritt-für-Schritt-Anleitung und detaillierte Erläuterungen zu den einzelnen Schritten finden Sie in den folgenden Abschnitten.
1. Kabelschneiden

Der Produktionszyklus beginnt mit dem automatisierten Kabelschneiden. Die Schnittgenauigkeit ist entscheidend, nicht nur um die Kundenspezifikationen zu erfüllen, sondern auch um eine gleichbleibende Einfügungsdämpfung zwischen gepaarten Patchkabeln zu gewährleisten.
Wichtige Prozesspunkte:
- Automatische Schneidemaschinen gewährleisten eine stabile Längentoleranz.
- Kevlar-/Aramidgarn bleibt nach dem Schneiden intakt
- Der Außenmantel des Kabels wird durch den Schneidemechanismus nicht verformt oder gequetscht.
Im Vergleich zum manuellen Schneiden verbessert das automatisierte Schneiden die Konsistenz über Tausende von Einheiten hinweg und reduziert menschliche Abweichungen – eine der Grundlagen der Massenfertigung.
2. Vormontage

Bevor mit dem Abisolieren begonnen werden kann, müssen mehrere Steckverbinderkomponenten vorab am Kabel montiert werden. Zu diesem Schritt gehört das Aufschieben von Teilen wie Steckverbinderhülse, Zugentlastungskomponenten und Polarkennzeichnungsclips (A/B-Markierungen) in der richtigen Reihenfolge auf das Kabel.
3. Abisolieren und Reinigen von Glasfasern

Nach dem Schneiden folgt einer der heikelsten Schritte: das Abisolieren.
Dieser Schritt umfasst:
- Entfernen der Außenhülle
- Aramidgarn zuschneiden
- Entfernen der Faserbeschichtung
- Reinigung der blanken Faser mit Isopropylalkohol
Warum dieser Schritt wichtig ist:
- Jeder Mikroschaden an der blanken Faser beeinträchtigt das Einführen der Ferrule.
- Restbeschichtung oder Verunreinigungen führen zu Blasenbildung während des Aushärtens.
- Saubere Faseroberflächen ermöglichen eine gute Klebkraft.
Ein kontrollierter Abisolier-Workflow verhindert Mikrorisse und Verunreinigungen und bestimmt damit direkt die Langzeitstabilität des fertigen Patchkabels.
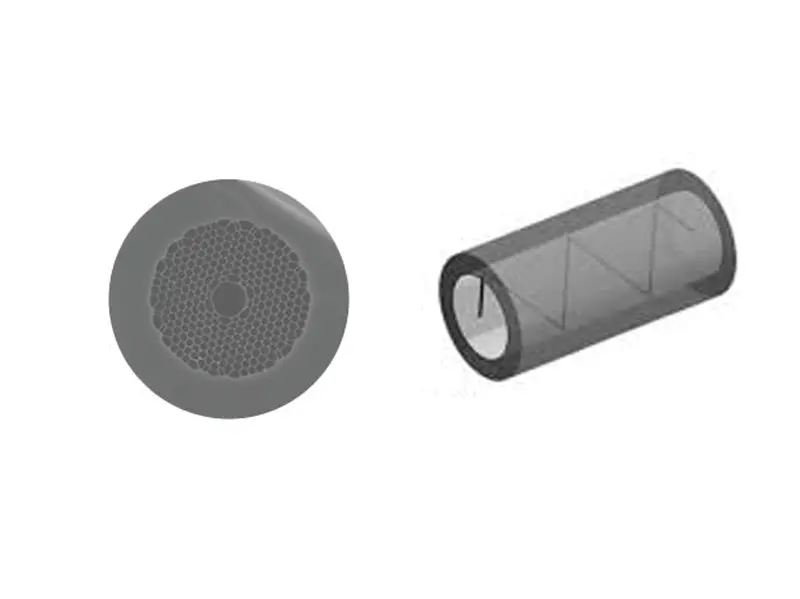
4. Klebstoffauftrag und Einfügen der Ferrule
Das Auftragen von Klebstoff und das Einsetzen der Ferrule gehören zu den technisch anspruchsvollsten Schritten, da sie direkten Einfluss haben auf:
- Faserzentrierung
- Einfügungsdämpfung
- Rückflussverlust
- Langfristige Haftfestigkeit
In Massenproduktionsumgebungen sorgen automatische Klebstoffdosiermaschinen dafür, dass jede Ferrule die richtige Menge Epoxidharz erhält – ohne Überlauf und ohne Mangel. Zu viel Epoxidharz erschwert das Polieren, zu wenig Epoxidharz beeinträchtigt die strukturelle Stabilität.
Nach dem Abisolieren wird die abisolierte Faser vorsichtig in die Keramikferrule eingeführt. Die Zentrierung der Faser innerhalb der Ferrule muss unbedingt kontrolliert werden, da bereits eine geringfügige Exzentrizität zu einer Erhöhung des Einfügedämpfungswertes führt.
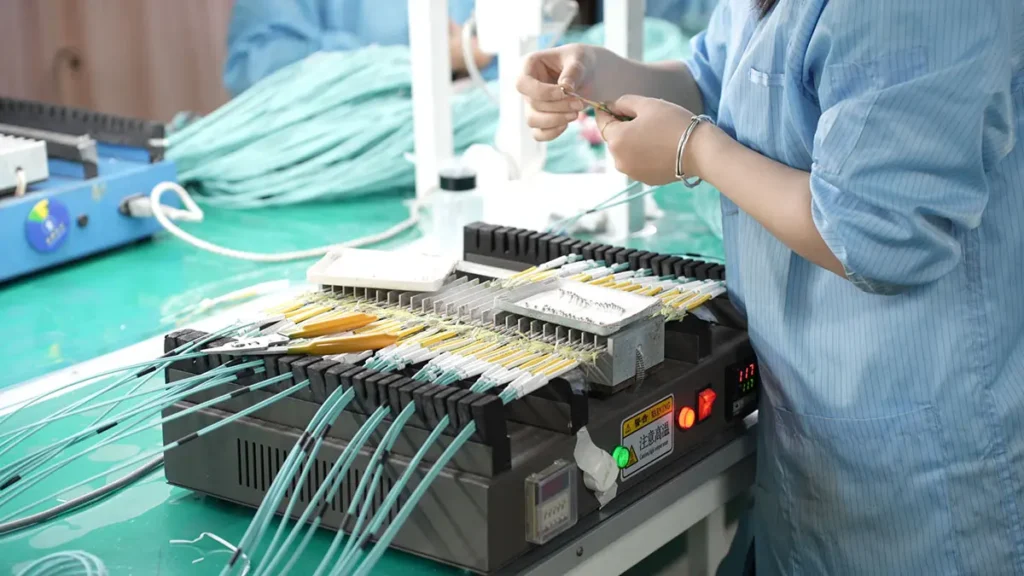
Die Ferrulenbaugruppen werden dann in Aushärtungsgestelle gelegt, wobei in der Regel Öfen mit kontrollierter Temperatur verwendet werden, um innere Blasen zu vermeiden und eine vollständige Polymerisation sicherzustellen.
5. Steckverbinderbaugruppe
Sobald die Ferrulen ausgehärtet sind, beginnen die Bediener mit der Montage der Steckverbinderkomponenten. Obwohl es verschiedene Steckverbindertypen gibt – SC, LC, FC, ST usw. –, ist die allgemeine Montagelogik ähnlich:
- Frühlingsinstallation
- Ausrichtung der Ferrulenmanschette
- Wohnungsbau
- Anbringung von Verriegelungen/Clips
- Einbau von Metallteilen (falls zutreffend)
Dieser Schritt wird oft unterschätzt, spielt jedoch eine wichtige Rolle bei:
- Langfristige Haltbarkeit beim Ein- und Ausstecken
- Stabilität des Rückführungswegs der Ferrule
- Kabelzugentlastung
Bei Fabriken, die ihre eigenen Steckverbinderkomponenten (wie Gehäuse, Manschetten, Federn und Metallteile) herstellen, lässt sich die Konsistenz noch besser kontrollieren – etwas, das viele Handelsunternehmen nicht garantieren können.
6. Crimpen
Durch Crimpen werden das Kabel und die Pufferschichten am Steckergehäuse befestigt. Eine ordnungsgemäße Crimpverbindung bietet:
- Starke Zugkraft
- Schutz für die interne Faser
- Strukturelle Stabilität bei wiederholter Handhabung
Präzisionscrimpmaschinen tragen zur Aufrechterhaltung der Gleichmäßigkeit bei und verringern das Risiko von Mikrobiegungen oder Spannungsstellen, die später zu versteckten Fehlern im Gebrauch führen können.
Eine schlechte Crimpverbindung ist einer der häufigsten Gründe für zeitweilige Ausfälle bei minderwertigen Patchkabeln – ein weiterer Grund, warum eine gleichbleibende Fertigungsqualität so wichtig ist.
7. Vierstufiges Polieren
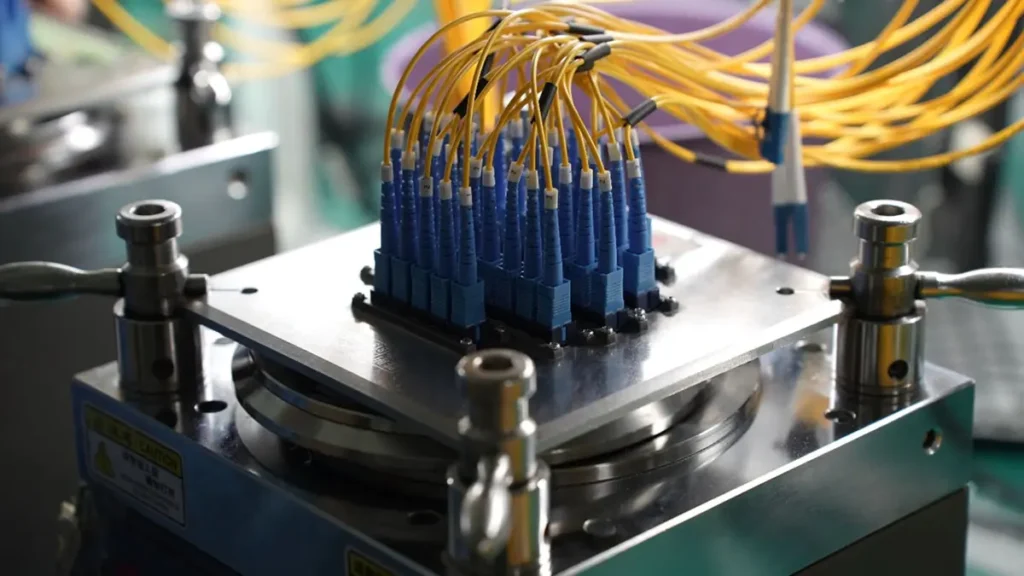
Das Polieren ist das Herzstück der Patchkabelherstellung. Eine saubere, fehlerfreie und korrekt gebogene Endfläche hat einen entscheidenden Einfluss auf die Einfügedämpfung und die Rückflussdämpfung.
Eine typische vierstufige Poliersequenz umfasst:
- 30-μm-Folie – Epoxidharzentfernung
- 9 μm Folie – Grobpolieren
- 1 μm Folie – Feinpolieren
- ADS-Film – endgültige Spiegelglanzbeschichtung
Während des Polierens kontrollieren die Fabriken streng:
- Druck
- Zeit
- Zustand der Polierfolie
- Ferrulendrehung
- Pad-Typ und Ebenheit
Eine ordnungsgemäß polierte Stirnfläche sollte drei wichtige Anforderungen erfüllen:
- Keine Kratzer, Vertiefungen oder Rückstände
- Korrekter Endflächenkrümmungsradius
- Korrekte Apex-Versetzung und Faserhöhe
Etablierte Fabriken halten dank kontrollierter Polierverfahren und kontinuierlicher Kalibrierung der Anlagen eine Einfügedämpfung von ≤ 0,2 dB und eine stabile Rückflussdämpfung über alle Produktionschargen hinweg ein.
8. Dreistufige Qualitätsprüfung
Ein gutes Patchkabel wird nicht “hergestellt”, es wird getestet bis zur Existenz. Hochwertige Fabriken führen vor der Zulassung drei obligatorische Testschritte durch.

a. Endflächenprüfung
Mit einem Mikroskop überprüfen:
- Kratzer
- Chips
- Risse
- Epoxidharzrückstände
- Faserunterschnitt oder -vorsprung
Bei APC-Steckverbindern wird auch die Winkelqualität geprüft.
b. IL/RL-Leistungstests
Automatische Prüfstationen messen:
- Einfügungsdämpfung (IL)
- Rückflussdämpfung (RL)
Typische Anforderungen für Singlemode:
- IL ≤ 0,2 dB
- RL ≥ 50 dB für UPC
- RL ≥ 60 dB für APC
Multimode-Werte können variieren, bleiben jedoch streng kontrolliert.
c. 3D-Interferometer-Prüfung
Nicht jede Fabrik führt 3D-Tests durch, aber erstklassige Hersteller tun dies.
Dieser Test überprüft:
- Scheitelpunktversatz
- Krümmungsradius
- Faserhöhe
Die Einhaltung der GR-326-Standards gewährleistet eine langfristige Leistungsstabilität, insbesondere für Anwendungen in Rechenzentren.
9. Nachbearbeitungsprozess
Jeder Steckverbinder, der den Test nicht besteht, durchläuft einen Nachbearbeitungszyklus:
- Demontieren
- Erneut spalten / erneut polieren / erneut kleben
- Wiederholungsprüfung
Diese strenge Nachbearbeitungsrichtlinie stellt sicher, dass nur vollständig konforme Produkte zum Kunden gelangen. In vielen Fabriken werden Artikel, die beim ersten Mal durchfallen, einfach weggeworfen; in einer leistungsfähigen Fertigungsumgebung werden sie sorgfältig nachbearbeitet, um die Konsistenz zu gewährleisten.
10. Etikettierung, Verpackung und Endlieferung
Vor dem Versand werden Patchkabel folgenden Prüfungen unterzogen:
- Kennzeichnung gemäß Kundenspezifikation
- OEM/ODM-Kennzeichnung, falls erforderlich
- Schutzverpackung
- Losbasierte Endabnahmeprüfung
Die Verpackung kann variieren, je nachdem, ob die Produkte an Händler, Rechenzentrumsinstallateure, Einzelhandelskanäle oder OEM-Kunden geliefert werden.
Warum Fertigungskapazitäten wichtig sind
An dieser Stelle sollte den Lesern klar sein, dass ein Patchkabel kein einfaches Montageelement ist – es ist das Ergebnis von:
- Automatisierte und präzise Ausrüstung
- Hochwertige Steckverbinderkomponenten
- Standardisierte Polierverfahren
- Umfassende mehrstufige Tests
- Erfahrene Bediener und strenge Produktionsdisziplin
Hier unterscheiden sich leistungsfähige Fabriken von Handelsunternehmen oder Billigwerkstätten.
Yingfeng ist ein voll integrierter Hersteller mit umfassenden internen Kapazitäten. Wir betreiben 16 spezielle Produktionslinien für Patchkabel, unterstützt durch erfahrene Techniker, automatisierte Anlagen und ein strenges Qualitätsmanagementsystem. Unsere Fabrik produziert monatlich über 1.000.000 Patchkabel, darunter Singlemode-, Multimode-, Simplex-, Duplex- und verschiedene kundenspezifische Ausführungen.
Abschließende Überlegungen
Ein leistungsstarkes Glasfaser-Patchkabel ist das Ergebnis präziser Technik und strenger Prozesskontrollen in jeder Phase – vom Kabelzuschnitt bis zur 3D-Endflächenprüfung. Wenn der Fertigungsablauf standardisiert und die Anlagen gut gewartet sind, ist die resultierende Leistung konsistent, stabil und zuverlässig.
Das Verständnis der Herstellung von Patchkabeln hilft Käufern dabei, Lieferanten genauer zu bewerten und langfristige Partner auszuwählen, die auch bei großen Produktionsmengen eine gleichbleibende Qualität gewährleisten können.