إنتاج كابل توصيل ألياف ضوئية عالي الأداء يتطلب أكثر بكثير من مجرد تجميع موصل على كابل. وراء كل قيمة فقدان إدخال مستقرة، وكل طرف نظيف، وكل اتصال موثوق، توجد سلسلة طويلة من العمليات الدقيقة والمعدات المتخصصة ومراقبة الجودة الصارمة.
في هذه المقالة، نستعرض معكم عملية تصنيع كابلات الألياف البصرية القياسية — من القطع إلى الاختبار النهائي — استنادًا إلى الممارسات الفعلية في المصانع. وهذا يساعد العملاء على فهم مصدر جودة كابلات التوصيل الحقيقي وأهمية اختيار مصنع متمكن.
جدول المحتويات
نظرة عامة على سير العمل الإنتاجي الكامل
يتبع تصنيع كابلات الألياف البصرية سير عمل عالي التوحيد وقابل للتكرار. على الرغم من أن المنتجات قد تختلف — أحادية النمط، متعددة النمط، أحادية الاتجاه، ثنائية الاتجاه — إلا أن العملية الأساسية تظل ثابتة.
عادةً ما يشمل سير العمل الكامل ما يلي:
- قطع الكابلات
- التجميع المسبق
- تجريد الألياف وتنظيفها
- توزيع الغراء وإدخال الحلقة المعدنية
- معالجة الحلقة المعدنية
- مجموعة الموصلات
- التجعيد
- تلميع متعدد الخطوات
- اختبار الأداء على ثلاث مراحل
- الملصقات والتغليف
يقدم هذا الفيديو نظرة عامة على كيفية إنتاج كابلات الألياف البصرية في مصنعنا. للحصول على شرح تفصيلي لكل مرحلة من مراحل العملية، يرجى الرجوع إلى الأقسام أدناه.
1. قطع الكابلات

تبدأ دورة الإنتاج بقطع الكابلات آليًا. دقة القطع أمر بالغ الأهمية، ليس فقط لتلبية مواصفات العملاء، ولكن أيضًا لضمان فقدان إدخال متسق بين أسلاك التوصيل المزدوجة.
نقاط العملية الرئيسية:
- تضمن آلات القطع الأوتوماتيكية تفاوتًا ثابتًا في الطول
- خيوط الكيفلار/الأراميد تظل سليمة بعد القطع
- لا يتشوه الغلاف الخارجي للكابل أو يتعرض للضغط بفعل آلية القطع
بالمقارنة مع القطع اليدوي، يحسن القطع الآلي الاتساق عبر آلاف الوحدات ويقلل من التباين المرتبط بالبشر — وهو أحد الأساسيات في التصنيع بكميات كبيرة.
2. التجميع المسبق

قبل بدء عملية التجريد، يجب تجميع عدة مكونات للموصل مسبقًا على الكابل. تتضمن هذه الخطوة تمرير الأجزاء المنزلقة مثل غطاء الموصل ومكونات تخفيف الضغط ومشابك تحديد القطبية (علامات A/B) على الكابل بالترتيب الصحيح.
3. إزالة الألياف وتنظيفها

بعد القطع، يدخل الكابل في إحدى الخطوات الأكثر حساسية: التجريد.
تتضمن هذه الخطوة ما يلي:
- إزالة الغلاف الخارجي
- تقليم خيوط الأراميد
- إزالة طبقة الألياف
- تنظيف الألياف العارية بالكحول الإيزوبروبيل
أهمية هذه الخطوة:
- أي تلف دقيق في الألياف العارية سيؤثر على إدخال الطوق
- يؤدي الطلاء المتبقي أو التلوث إلى ظهور فقاعات أثناء المعالجة
- تسمح الأسطح النظيفة للألياف بقوة التصاق مناسبة للغراء
يمنع سير العمل المنظم للتجريد حدوث الشقوق الدقيقة والتلوث، مما يحدد بشكل مباشر الاستقرار طويل الأمد للكابل التوصيلي النهائي.
4. توزيع الغراء وإدخال الحلقة المعدنية
يعد توزيع الغراء وإدخال الحلقة من أكثر الخطوات تقنية لأنها تؤثر بشكل مباشر على:
- تركيز الألياف
- خسارة الإدخال
- خسارة العودة
- قوة الترابط طويلة الأمد
في بيئات الإنتاج الضخم، تضمن آلات توزيع الغراء الأوتوماتيكية حصول كل حلقة على الكمية الصحيحة من الإيبوكسي — دون فائض أو نقص. فزيادة الإيبوكسي تسبب صعوبات في التلميع، بينما نقصه يؤثر على الاستقرار الهيكلي.
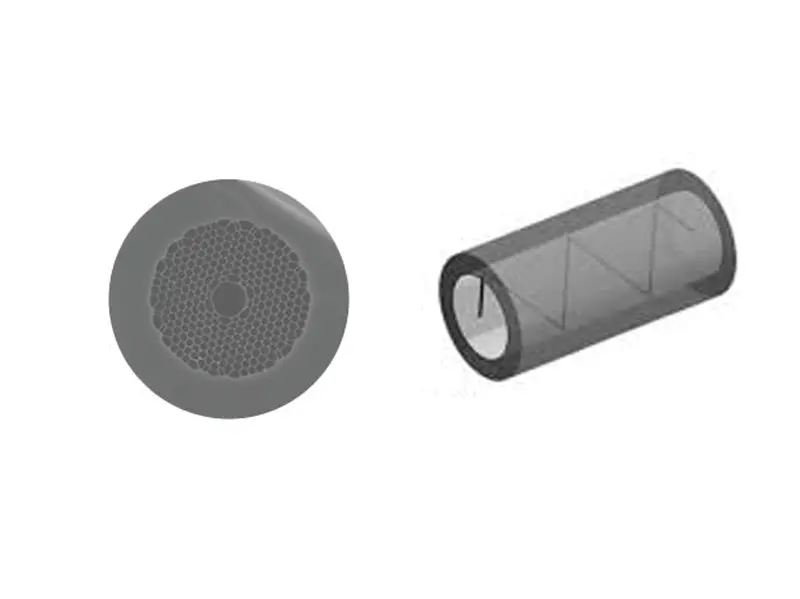
بعد التوزيع، يتم إدخال الألياف المجردة بعناية في الطوق الخزفي. من الضروري التحكم في مركزية الألياف داخل الطوق: حتى الانحراف الطفيف سيؤدي إلى زيادة خسارة الإدخال.
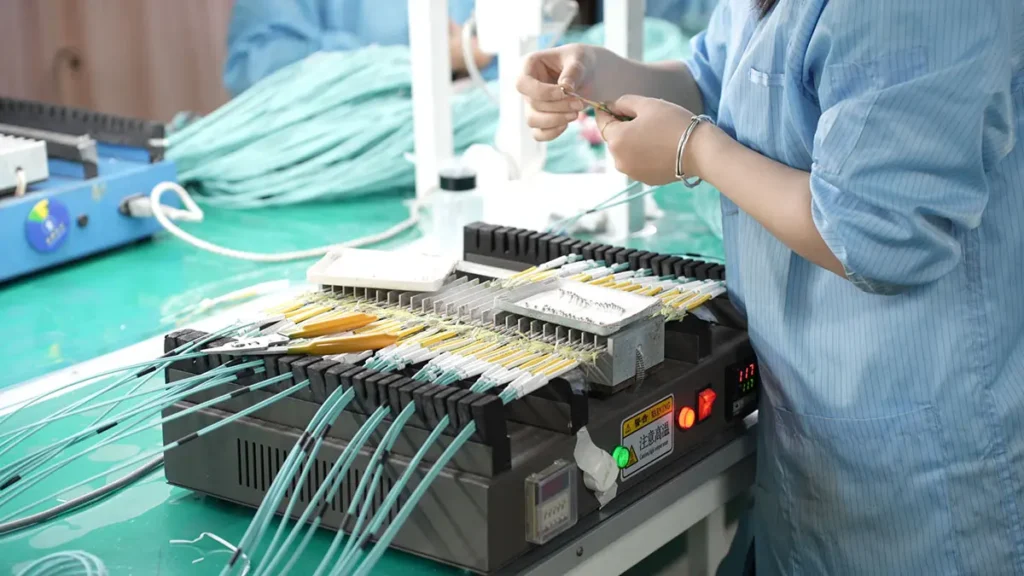
ثم توضع مجموعات الحلقات المعدنية في رفوف المعالجة، وعادةً ما يتم استخدام أفران ذات درجة حرارة محكومة لتجنب ظهور فقاعات داخلية وضمان البلمرة الكاملة.
5. مجموعة الموصلات
بمجرد أن يتم معالجة الحلقات المعدنية، يبدأ المشغلون في تجميع مكونات الموصل. على الرغم من اختلاف أنواع الموصلات — SC، LC، FC، ST، إلخ — إلا أن منطق التجميع العام متشابه:
- تركيب الربيع
- محاذاة غطاء الطرف المعدني
- تجميع المساكن
- وضع المزلاج/المشبك
- تركيب الأجزاء المعدنية (إن أمكن)
غالبًا ما يتم التقليل من أهمية هذه الخطوة، لكنها تلعب دورًا رئيسيًا في:
- متانة التوصيل/الفصل على المدى الطويل
- استقرار مسار عودة الحلقة المعدنية
- تخفيف إجهاد الكابلات
بالنسبة للمصانع التي تنتج مكونات الموصلات الخاصة بها (مثل العلب والأغطية والزنبركات والأجزاء المعدنية)، يمكن التحكم في الاتساق بشكل أفضل، وهو أمر لا تستطيع العديد من الشركات التجارية ضمانه.
6. التجعيد
يؤمن التجعيد الكابل وطبقات العازلة بجسم الموصل. يوفر التجعيد المناسب ما يلي:
- قوة سحب قوية
- حماية للألياف الداخلية
- الاستقرار الهيكلي أثناء المناولة المتكررة
تساعد آلات الكبس الدقيقة في الحفاظ على التوحيد وتقليل احتمالية حدوث انحناءات دقيقة أو نقاط إجهاد قد تتسبب في أعطال خفية لاحقًا أثناء الاستخدام.
يعد التثبيت السيئ أحد الأسباب الأكثر شيوعًا للفشل المتقطع في أسلاك التوصيل منخفضة الجودة — وهو سبب آخر يجعل اتساق التصنيع أمرًا بالغ الأهمية.
7. تلميع بأربع خطوات
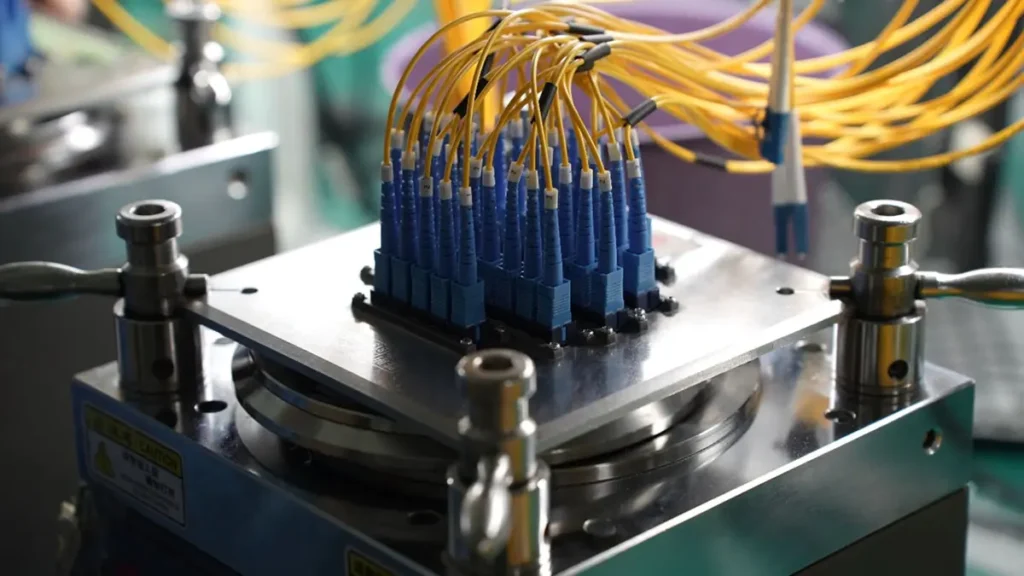
التلميع هو جوهر تصنيع أسلاك التوصيل. تؤثر الأطراف النظيفة والخالية من العيوب والمنحنية بشكل صحيح بشكل كبير على خسارة الإدخال وخسارة العودة.
تتضمن سلسلة التلميع النموذجية المكونة من أربع خطوات ما يلي:
- فيلم 30 ميكرومتر – إزالة الإيبوكسي
- فيلم 9 ميكرومتر – تلميع خشن
- فيلم 1 ميكرومتر – تلميع دقيق
- فيلم ADS – تشطيب نهائي عاكس
أثناء عملية التلميع، تقوم المصانع بمراقبة صارمة لما يلي:
- الضغط
- الوقت
- حالة فيلم التلميع
- دوران الحلقة المعدنية
- نوع الوسادة ومدى استواءها
يجب أن تفي الواجهة المصقولة بشكل صحيح بثلاثة متطلبات أساسية:
- لا توجد خدوش أو حفر أو حطام
- نصف قطر انحناء الوجه النهائي الصحيح
- إزاحة القمة المناسبة وارتفاع الألياف
تحافظ المصانع الراسخة على خسارة إدخال ≤ 0.2 ديسيبل وخسارة عودة مستقرة عبر كل دفعة إنتاج، بفضل إجراءات التلميع الخاضعة للرقابة والمعايرة المستمرة للمعدات.
8. اختبار الجودة بثلاث مراحل
السلك التوصيلي الجيد لا “يُصنع”؛ بل هو اختبرت حتى الوجود. تقوم المصانع عالية المستوى بإجراء ثلاث خطوات اختبار إلزامية قبل الموافقة.

أ. فحص السطح الأمامي
استخدام المجهر للتحقق:
- خدوش
- رقائق
- الشقوق
- بقايا الإيبوكسي
- تقويس أو بروز الألياف
بالنسبة لموصلات APC، يتم فحص جودة الزاوية أيضًا.
ب. اختبار أداء IL/RL
تقيس محطات الاختبار الأوتوماتيكية:
- فقدان الإدراج (IL)
- خسارة الإرجاع (RL)
المتطلبات النموذجية للوضع الأحادي:
- IL ≤ 0.2 ديسيبل
- RL ≥ 50 ديسيبل لـ UPC
- RL ≥ 60 ديسيبل لـ APC
قد تختلف قيم الوضع المتعدد ولكنها تظل خاضعة لرقابة صارمة.
ج. اختبار التداخل ثلاثي الأبعاد
لا تقوم كل المصانع بإجراء اختبارات ثلاثية الأبعاد، ولكن الشركات المصنعة الرائدة تقوم بذلك.
يختبر هذا الاختبار ما يلي:
- إزاحة القمة
- نصف قطر الانحناء
- ارتفاع الألياف
يضمن الالتزام بمعايير GR-326 استقرار الأداء على المدى الطويل، خاصة بالنسبة لتطبيقات مراكز البيانات.
9. عملية إعادة العمل
أي موصل يفشل في الاختبار يدخل في دورة إعادة العمل:
- تفكيك
- إعادة التقطيع / إعادة التلميع / إعادة اللصق
- إعادة الاختبار
تضمن سياسة إعادة التصنيع الصارمة هذه وصول المنتجات المتوافقة تمامًا إلى العملاء. في العديد من المصانع، يتم ببساطة التخلص من المنتجات التي تفشل في المرة الأولى؛ أما في بيئة التصنيع المتميزة، يتم إعادة معالجتها بعناية للحفاظ على الاتساق.
10. وضع العلامات والتغليف والتسليم النهائي
قبل الشحن، تخضع أسلاك التوصيل إلى:
- وضع الملصقات وفقًا لمواصفات العميل
- وضع علامة OEM/ODM إذا لزم الأمر
- تغليف واقي
- فحص العينات النهائية على أساس الدفعة
قد تختلف العبوات حسب ما إذا كانت المنتجات موجهة إلى الموزعين أو مركبي مراكز البيانات أو قنوات البيع بالتجزئة أو عملاء OEM.
لماذا تعتبر القدرة التصنيعية مهمة؟
في هذه المرحلة، يجب أن يدرك القراء أن سلك التوصيل ليس مجرد قطعة تجميع بسيطة، بل هو نتيجة:
- معدات آلية ودقيقة
- مكونات موصلات عالية الجودة
- إجراءات التلميع الموحدة
- اختبار شامل متعدد المراحل
- مشغلون ماهرون وانضباط صارم في الإنتاج
هذا هو المكان الذي تميزت فيه المصانع القادرة عن الشركات التجارية أو ورش العمل منخفضة التكلفة.
تعمل Yingfeng كشركة تصنيع متكاملة تمامًا تتمتع بقدرات داخلية كاملة، حيث ندير 16 خط إنتاج مخصصًا لأسلاك التوصيل، مدعومًا بفنيين ذوي خبرة ومعدات آلية ونظام صارم لإدارة الجودة. ينتج مصنعنا أكثر من 1,000,000 سلك توصيل شهريًا، تغطي المواصفات أحادية النمط ومتعددة النمط والأحادية الاتجاه والثنائية الاتجاه ومختلف المواصفات المخصصة.
الأفكار النهائية
إن كابل الألياف البصرية عالي الأداء هو نتيجة هندسة دقيقة ومراقبة صارمة للعمليات في كل مرحلة — من قطع الكابلات إلى اختبار الأطراف ثلاثية الأبعاد. عندما يكون سير العمل في التصنيع موحدًا والمعدات مصانة جيدًا، يكون الأداء الناتج متسقًا ومستقرًا وموثوقًا.
فهم كيفية تصنيع كابل التوصيل يساعد المشترين على تقييم الموردين بشكل أكثر دقة واختيار شركاء طويلي الأمد قادرين على الحفاظ على الجودة عبر أحجام إنتاج كبيرة.