Producing a high-performance fiber optic patch cord requires far more than assembling a connector onto a cable. Behind every stable insertion loss value, every clean endface, and every reliable connection is a long chain of precise processes, specialized equipment, and strict quality control.
In this article, we walk you through the manufacturing process of standard fiber optic patch cords—from cutting to final testing—based entirely on real factory practices. This helps customers understand where patch cord quality truly comes from and why choosing a capable manufacturer matters.
TABLE OF CONTENTS
Complete Production Workflow Overview
Fiber optic patch cord manufacturing follows a highly standardized and repeatable workflow. While products may vary—single-mode, multimode, simplex, duplex—the core process remains consistent.
The complete workflow typically includes:
- Cable cutting
- Pre-Assembly
- Fiber stripping & cleaning
- Glue dispensing & ferrule insertion
- Ferrule curing
- Connector assembly
- Crimping
- Multi-step polishing
- Three-stage performance testing
- Labeling & packaging
This video provides a general overview of how fiber optic patch cords are produced in our factory. For the full step-by-step process and detailed explanations of each stage, please refer to the sections below.
1. Cable Cutting

The production cycle begins with automated cable cutting. Cutting accuracy is crucial, not only for meeting customer specifications but also for ensuring consistent insertion loss between paired patch cords.
Key process points:
- Automatic cutting machines ensure stable length tolerance
- Kevlar/aramid yarn remains intact after cutting
- Cable outer jacket is not deformed or pressed by the cutting mechanism
Compared with manual cutting, automated cutting improves consistency across thousands of units and reduces human-related variance—one of the fundamentals of high-volume manufacturing.
2. Pre-Assembly

Before the stripping process begins, several connector components must be pre-assembled onto the cable. This step includes sliding parts such as the connector boot, strain-relief components, and polarity identification clips (A/B markers) onto the cable in the correct order.
3. Fiber Stripping & Cleaning

After cutting, the cable enters one of the most delicate steps: stripping.
This step includes:
- Removing the outer jacket
- Trimming aramid yarn
- Stripping the fiber coating
- Cleaning the bare fiber with isopropyl alcohol
Why this step matters:
- Any micro-damage on the bare fiber will affect ferrule insertion
- Residual coating or contamination leads to bubbles during curing
- Clean fiber surfaces allow for proper glue bonding strength
A controlled stripping workflow prevents micro-cracks and contamination, directly determining the long-term stability of the finished patch cord.
4. Glue Dispensing & Ferrule Insertion
Glue dispensing and ferrule insertion are among the most technical steps because they directly influence:
- Fiber centration
- Insertion loss
- Return loss
- Long-term bonding strength
In mass-production environments, automatic glue dispensing machines ensure each ferrule receives the correct amount of epoxy—no overflow, no shortage. Too much epoxy causes polishing difficulties; too little epoxy affects structural stability.
After dispensing, the stripped fiber is carefully inserted into the ceramic ferrule. Controlling fiber centration inside the ferrule is essential: even slight eccentricity will increase insertion loss.
Ferrule assemblies are then placed into curing racks, typically using controlled-temperature ovens to avoid internal bubbles and ensure complete polymerization.
5. Connector Assembly
Once ferrules are cured, operators begin assembling the connector components. Although connector types differ—SC, LC, FC, ST, etc.—the general assembly logic is similar:
- Spring installation
- Ferrule boot alignment
- Housing assembly
- Latch/clip placement
- Metal parts installation (if applicable)
This step is often underestimated, yet it plays a major role in:
- Long-term plug/unplug durability
- Ferrule return path stability
- Cable strain relief
For factories that produce their own connector components (such as housings, boots, springs, and metal parts), consistency is even better controlled—something many trading companies cannot guarantee.
6. Crimping
Crimping secures the cable and buffer layers to the connector body. A proper crimp provides:
- Strong pull force
- Protection for the internal fiber
- Structural stability during repeated handling
Precision crimping machines help maintain uniformity and reduce the chance of micro-bending or stress points that can cause hidden failures later in use.
A poor crimp is one of the most common reasons for intermittent failures in low-quality patch cords—another reason why manufacturing consistency is critical.
7. Four-Step Polishing
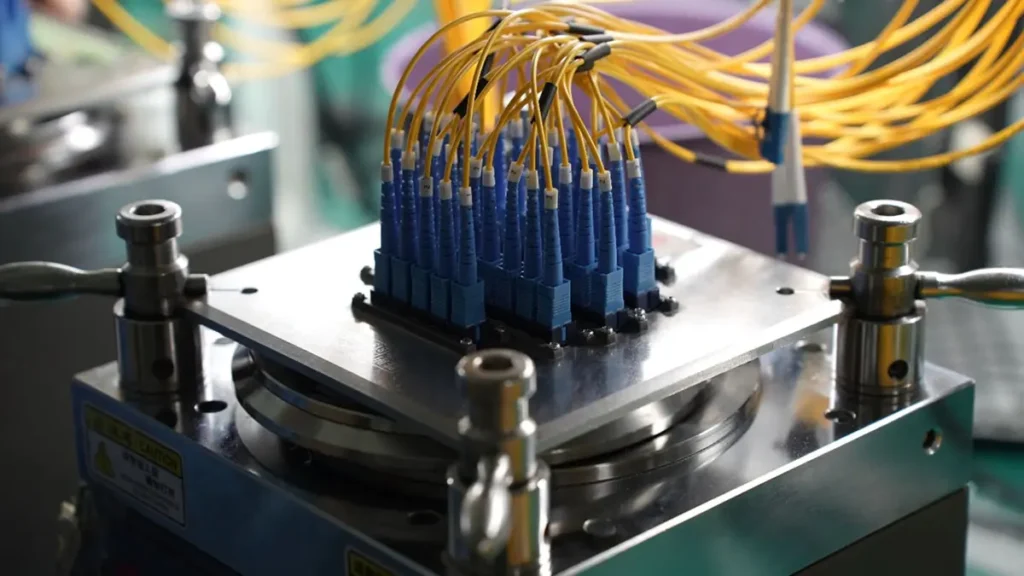
Polishing is the heart of patch cord manufacturing. A clean, defect-free, properly curved endface dramatically influences insertion loss and return loss.
A typical four-step polishing sequence includes:
- 30 μm film – epoxy removal
- 9 μm film – coarse polishing
- 1 μm film – fine polishing
- ADS film – final mirror finish
During polishing, factories strictly control:
- Pressure
- Time
- Polishing film condition
- Ferrule rotation
- Pad type and flatness
A properly polished endface should meet three key requirements:
- No scratches, pits, or debris
- Correct endface curvature radius
- Proper apex offset and fiber height
Well-established factories maintain insertion loss ≤ 0.2 dB and stable return loss across every production batch, thanks to controlled polishing procedures and continuous equipment calibration.
8. Three-Stage Quality Testing
A good patch cord is not “made”; it is tested into existence. High-level factories conduct three mandatory testing steps before approval.

a. Endface Inspection
Using a microscope to check:
- Scratches
- Chips
- Cracks
- Epoxy residues
- Fiber undercut or protrusion
For APC connectors, angle quality is also examined.
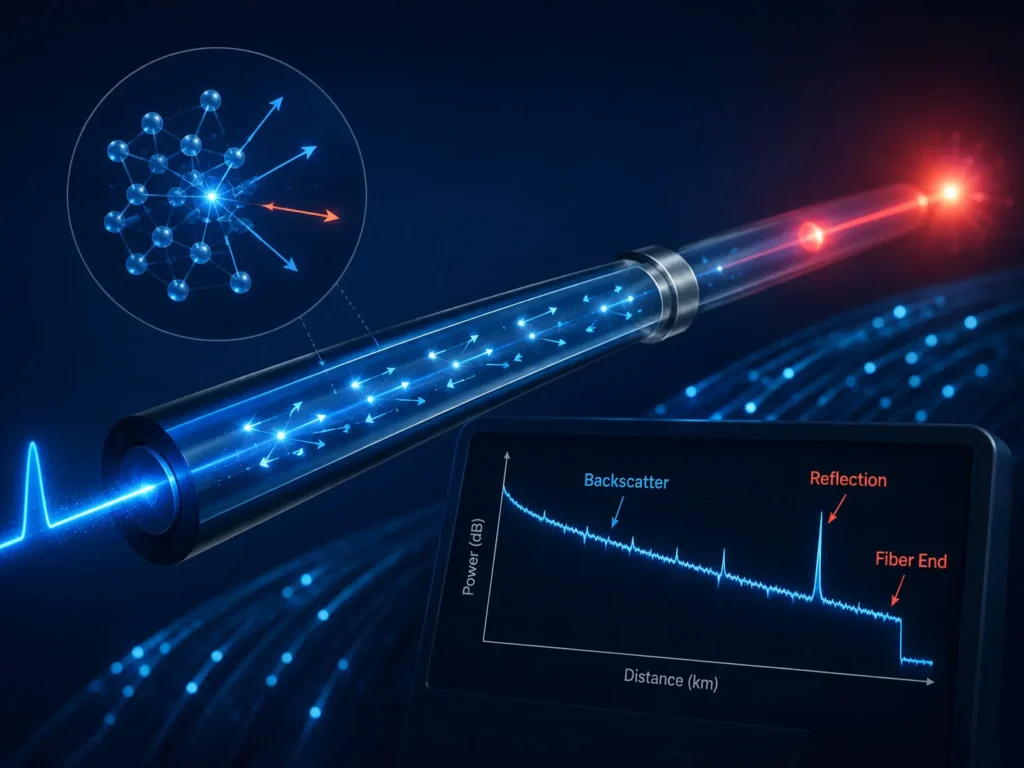
b. IL/RL Performance Testing
Automatic test stations measure:
- Insertion Loss (IL)
- Return Loss (RL)
Typical requirements for single-mode:
- IL ≤ 0.2 dB
- RL ≥ 50 dB for UPC
- RL ≥ 60 dB for APC
Multimode values may vary but remain tightly controlled.
c. 3D Interferometer Testing
Not every factory performs 3D testing, but top-tier manufacturers do.
This test checks:
- Apex offset
- Radius of curvature
- Fiber height
Adherence to GR-326 standards ensures long-term performance stability, especially for data center applications.
9. Rework Process
Any connector that fails testing enters a rework cycle:
- Disassemble
- Re-cleave / re-polish / re-glue
- Retest
This strict rework policy ensures that only fully compliant products reach customers. In many factories, items that fail the first time are simply discarded; in a capable manufacturing environment, they are carefully reprocessed to preserve consistency.
10. Labeling, Packaging & Final Delivery
Before shipment, patch cords undergo:
- Labeling according to customer spec
- OEM/ODM marking if required
- Protective packaging
- Lot-based final sampling inspection
Packaging may vary depending on whether products go to distributors, data center installers, retail channels, or OEM clients.
Why Manufacturing Capability Matters
At this point, readers should see that a patch cord is not a simple assembly item—it is the result of:
- Automated and precise equipment
- High-quality connector components
- Standardized polishing procedures
- Comprehensive multi-stage testing
- Skilled operators and strict production discipline
This is where capable factories differentiate themselves from trading companies or low-cost workshops.
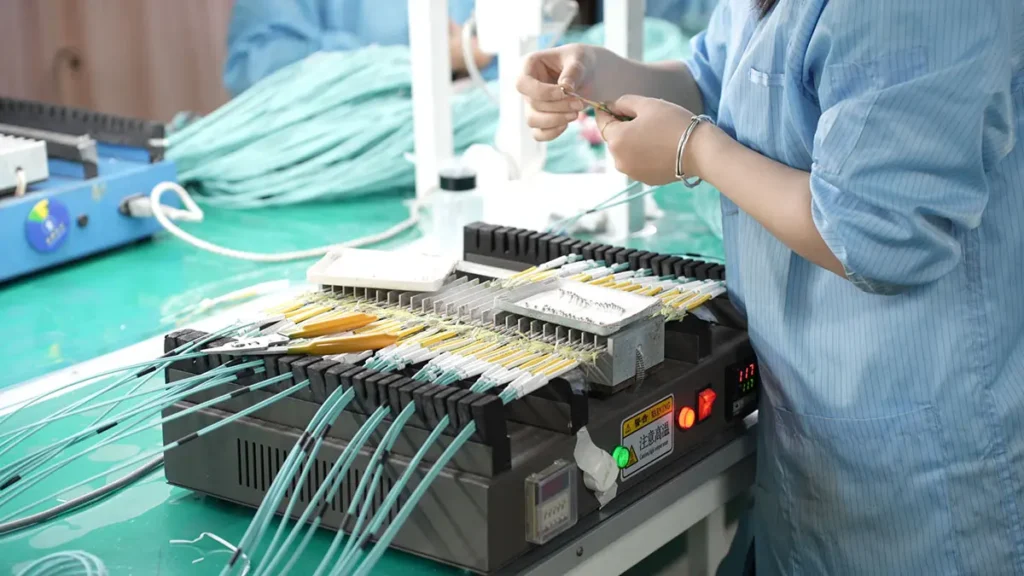
Yingfeng operates as a fully integrated manufacturer with complete in-house capabilities, we run 16 dedicated patch cord production lines, supported by experienced technicians, automated equipment, and a strict quality management system. Our factory produces over 1,000,000 patch cords per month, covering single-mode, multimode, simplex, duplex, and various customized specifications.
Final Thoughts
A high-performance fiber optic patch cord is the outcome of precise engineering and strict process control at every stage—from cable cutting to 3D endface testing. When the manufacturing workflow is standardized and equipment is well-maintained, the resulting performance is consistent, stable, and reliable.
Understanding how a patch cord is made helps buyers evaluate suppliers more accurately and choose long-term partners who can maintain quality across large production volumes.